

За останні кілька десятиліть з'явилося багато автомобільних і мотоциклетних двигунів з алюмінієвими блоками циліндрів, причому без застосування чавунних гільз. Подібна конструкція мотора має кілька переваг, в тому числі кращу теплопередачу, менша витрата масла і можливість роботи з меншими зазорами. Однак спочатку основною метою було істотне зниження ваги - адже силуміновий блок циліндрів істотно легше чавунного. Однак алюмінієва поверхня циліндра зношується набагато швидше, ніж чавун і для підвищення зносостійкості довелося придумувати спеціальні покриття, за якими могли надійно працювати поршні і поршневі кільця.
Одним з найбільш поширених типів покриття став Nikasil®, коли поверхню алюмінієвого циліндра покрита тонким шаром нікелю. Сама технологія була розроблена корпорацією Mahle, ще в кінці 1960-х років минулого століття. Правда, автовиробники не відразу оцінили її переваги. Наприклад, компанія Porsche, почала використовувати її на початку 70-х років, але протягом наступних двадцяти років залишалася на самоті, коли Nikasil® стали застосовувати BMW, Jaguar і Ferrari. Крім того, багато виробників спортивних двигунів, протягом останніх 20 років, впровадили деякі варіації нікелевого покриття циліндрів. Переваги її в тому, що застосовуються порівняно недорогі матеріали і простіше обробка заготовок.
Однак є й недоліки. Нікелеве покриття чутливо до «хімічному» впливу. Так, Jaguar свого часу замінив по гарантії багато двигунів, через те, що застосування сірчистого бензину, в поєднанні з перегрівом, призвело до роз'їдання покриття гільз циліндрів. Крім того, тонкий шар нікелю не дозволяє розточувати циліндри в ремонтний розмір і, відповідно, відсутні і ремонтні поршні. І ось тут з'являється ще одна проблема - як бути власнику автомобіля або моториста, якщо в циліндрах двигуна з'явилися глибокі - в кілька міліметрів глибиною - задираки (з тих чи інших причин). Адже розточити циліндр в збільшений розмір неможливо ...

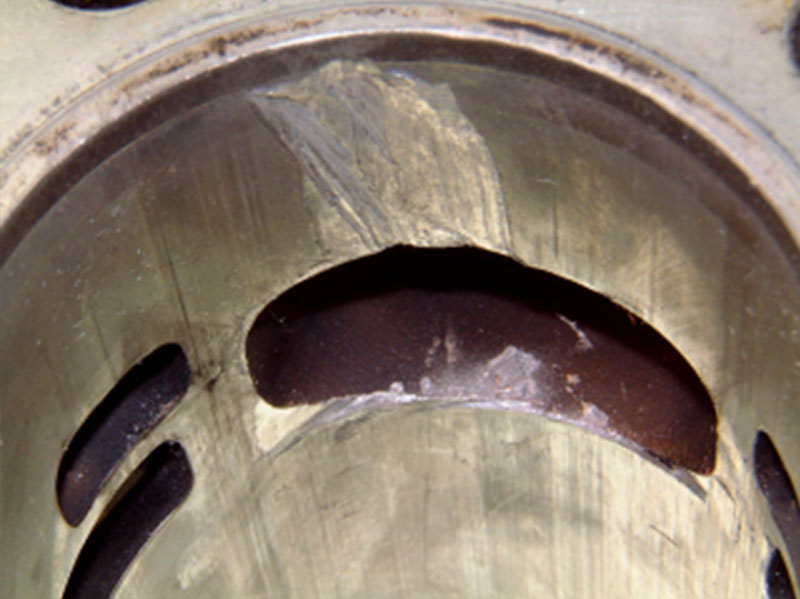
Мал. 1
Так виглядає циліндр мотоциклетного двигуна з глибокими задираками.
Один із способів вирішення проблеми - використання гальванічного процесу для відновлення шару нікелю. Тому деякі компанії розробили і успішно застосовують подібні процеси. Наприклад, одна з компаній, що виконують подібні роботи - Langcourt Performance з Обурні, штат Алабама, яка, маючи більш ніж двадцятип'ятирічний досвід в цій області, стала однією з провідною в нанесенні гальванічних покриттів. Грунтуючись на її досвіді, ми спробуємо розповісти про цю технологію від початку і до кінця. Варто тільки відзначити, що основну частину продукції цієї фірми складають окремі циліндри мотоциклетних або човнових двигунів. Обробка блоку циліндрів автомобільного двигуна складніше, але принципово нічим не відрізняється від нижчеописаній.
Перший крок - під час вступу до ремонт деталь (окремий циліндр або блок цілком) реєструють, щоб мати можливість відстежувати її переміщення в технологічному процесі. Відразу після цього вона направляється в майстерню для ретельного миття та очищення. Чистота - один з основних моментів, що забезпечують високу якість відновлення деталі.
Після первинної мийки деталь прямує на піскоструминну обробку, щоб видалити залишки забруднень. Потім пошкоджений циліндр поміщають у ванну з азотною кислотою - для травлення і видалення вихідного нікелевого покриття. Травлення триває від одного до півтора годин, в залежності від товщини покриття і концентрації кислоти. Під час травлення, на поверхні кислоти утворюється жовта плівка, яку обов'язково потрібно видаляти.
Після травлення, циліндр знову ретельно промивають, а потім переміщають на пост зварювання. Тут пошкоджену ділянку заварюють - т. Е. Наплавляют у вм'ятину шар алюмінію, щоб відновити пошкоджену поверхню.
Після чого деталь надходить на ділянку механічної обробки. Тут, за допомогою пневмоінструменту зі спеціальними фрезами, з наплавленого ділянки видаляють надлишок металу, наближаючись до початкового розміру отвору. Потім циліндра растачивают, з невеликим припуском під нанесення нового покриття. Для цього Langcourt використовує пятіосевой обробний центр Rottler F69 ATC, дуже швидко розточуються грубо оброблений циліндр.
Мал. 2
Пошкоджений циліндр, підготовлений до нанесення покриття.
Відразу після розточення циліндр очищають гарячою парою, а потім промивають гарячою водою, з використанням особливої щітки з пемзи, яка очищає циліндр від залишків миючих засобів і робить розточену поверхню шорсткою, для кращої адгезії покриття.
Потім ремонтуються циліндри упорядковано відповідно до діаметру і довжині отвору. Це робиться для того, щоб кілька однотипних деталей можна було «занурити» в гальванічну ванну одночасно.
Перед початком «гальваніки» циліндри встановлюють на спеціальну арматуру, виготовлену з поліпропілену. Так як він не реагує з кислотами, лугами та електролітами, використовуваними при нанесенні нікелевого покриття і захищає інші поверхні оброблюваних деталей. Підготовлені таким чином деталі замочують, занурюючи в ванну з водою, а потім переносять в ємність з розчином каустичної соди. Лужна ванна, що займає всього кілька хвилин, «розкриває» пори на поверхні циліндра, щоб поліпшити зчеплення нікелю з основним металом. Потім знову слід промивка водою, щоб прибрати надлишок лугу.
Потім циліндри поміщають на три хвилини в азотну кислоту, яка видаляє оксиди алюмінію і роз'їдає поверхню, щоб підготувати циліндр для наступного етапу обробки.
І знову циліндри споліскують водою, щоб без зволікання помістити їх в ванну з борною кислотою, яка діє як буфер кислотності (pH). Якщо не підтримувати потрібну кислотність електроліту, то покриття хорошої якості вам не отримати. Рівень рН перевіряється лакмусовим папером кілька разів протягом дня. Потім складання деталей поміщається в розчин цинкату. При цьому хімічно видаляється шар оксиду з алюмінію і одночасно на поверхню деталі осідає шар цинку, який захищає алюміній від окислення.
Потім деталі останній раз промивають водою, перш ніж направити в гальванічну ванну. Варто зазначити, що розчин електроліту в ванні підігрітий до 140 ° С. Всередину кожного циліндра, по його центру, поміщають анод, тобто «плюсової» електрод. А «-» приєднується безпосередньо до деталей. Через різницю потенціалів нікелю осідає на поверхні циліндра. Після того, як циліндри занурені в електроліт, включаються випрямлячі, а потім швидко перевіряється напруга на кожному аноді. Воно становить не більше 10 В, а сила струму визначається площею оброблюваної поверхні. Причому вона плавно збільшується до потрібного рівня. Остаточне нанесення нікелевого покриття займає від одного до трьох годин.

Мал. 3
Гальванічний ділянку. Добре видно ванни з електролітом
По завершенні гальванічного процесу циліндри переміщають для фінішної обробки на хонінгувальний ділянку. Де встановлений верстат Rottler H75A, з ЧПУ. За допомогою алмазних брусків досягається точна геометрія і шорсткість поверхні відремонтованого циліндра.

Мал. 4
Так виглядає циліндр з відновленим покриттям після хонингования
Чим хороша подібна технологія? Перш за все, це зручно для тих, хто хоче зберегти дорогий або рідкісний блок, повернувши зношеним циліндрах вихідний розмір. По суті, так можна відновити майже будь-який алюмінієвий циліндр, якщо пошкодження (задирака, вм'ятина, глибока подряпина) не надто велике.

Мал. 5
Блок циліндрів Porsche до і після: зліва - циліндр з ушкодженнями, праворуч - відновлений
Однак, застосування кислот, лугів та інших, не надто «корисних» хімікатів роблять цю технологію складної, досить дорогий, що вимагає суворого дотримання техніки безпеки і пред'являє особливі вимоги до виробничих приміщень. У ряді випадків нітрохи не гірших результатів можна досягти за допомогою більш звичним життям і безпечної металообробки - розточування і хонінгування. Тобто пошкоджений алюмінієвий блок або окремий циліндр можна ... загільзувати. А як це робиться - ми розповімо наступного разу.