

- Як поміняти направляючі клапанів
- витяг напрямних
- запресовування напрямних
- Фінальна доробка
- Як визначити, що стався знос направляючих втулок?
- Заміна направляючих втулок клапанів - збираємо інструменти
- Як замінити направляючі втулки клапанів самостійно?
- 1. Як відбувається випресування старих втулок
- 2. Як виміряти натяг втулки перед заміною
- 3. Як запресувати втулки клапанів
- 4. Ремонт сідел клапанів
- 5. Остаточний етап: притирання клапанів

Зміст статті
В процесі експлуатації втулки клапанів зношуються, в основному в площині обертання распредвала, і співвісність втулки з клапаном втрачається, втулка розбивається на кінцях саме в цій площині. Потім клапан починає гуляти, - його биття перевищує норму, через це він нещільно прилягає до сідла, відповідно він розбиває фаску сідла. Це може привести до прогару клапана і подальшої заміни сідла. А може і не привести, якщо вчасно виправити.
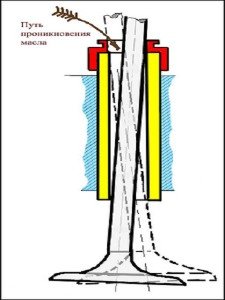
У зношеної направляючої клапан буде ходити криво, що призведе до швидкого зносу маслос'емних ковпачків, тоді масло буде легко потрапляти в двигун, тим більше сама втулка розбита, і через неї пройде більше масла. Проста заміна ковпачків не допоможе, нові швидко зносяться і все повториться спочатку.
Масло також може йти і через зазор втулки з головкою, особливо якщо встановити «фірмову» криву втулку, начебто і мск в порядку, не пропускають, і клапан ходить без перекосів, а все одно все в маслі. І ця поломка досить складно діагностується, адже туди не заглянеш, а масло все одно буде з усіх боків.
А при обриві ГРМ, як правило, гнуться клапана, і вони можуть пошкодити направляючі.
Як поміняти направляючі клапанів
Щоб поставити нову втулку, потрібно спочатку витягти стару. Цим і займемося. Для вилучення треба спочатку рассухаріть клапан і витягти його, а за допомогою ключового зняти маслос'емного ковпачок. Тоді з'явиться доступ до самої направляючою, що нам і потрібно.
витяг напрямних
 Напрямні можна випрессовать знімачі, або вибити молотком через проставлення. У кожного з цих способів є свої переваги і недоліки, і свої особливості в застосуванні того чи іншого методу. Простіше, звичайно, вибити молотком, але можна пошкодити направляючу і вона розіб'є розмір отвору; знімач свою роботу зробить акуратно, але він досить дорогий, щоб його купувати заради разового використання, простіше тоді віддати на СТО, там зроблять за ті ж гроші.
Напрямні можна випрессовать знімачі, або вибити молотком через проставлення. У кожного з цих способів є свої переваги і недоліки, і свої особливості в застосуванні того чи іншого методу. Простіше, звичайно, вибити молотком, але можна пошкодити направляючу і вона розіб'є розмір отвору; знімач свою роботу зробить акуратно, але він досить дорогий, щоб його купувати заради разового використання, простіше тоді віддати на СТО, там зроблять за ті ж гроші.
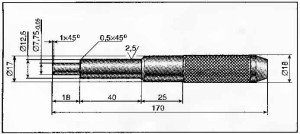
 Напрямні вставляються в головку зверху, а це значить, що вибивати їх треба з боку камери згоряння. Для вибивання потрібна оправлення трохи вже зовнішнього діаметра втулки. Для зручності самий край оправлення треба сточити до розмірів внутрішнього діаметра втулки, щоб оправлення внутрішньою частиною залізла в отвір направляючої, а зовнішньої впиралася в торець. Тоді ця конструкція нікуди не зіскочить.
Напрямні вставляються в головку зверху, а це значить, що вибивати їх треба з боку камери згоряння. Для вибивання потрібна оправлення трохи вже зовнішнього діаметра втулки. Для зручності самий край оправлення треба сточити до розмірів внутрішнього діаметра втулки, щоб оправлення внутрішньою частиною залізла в отвір направляючої, а зовнішньої впиралася в торець. Тоді ця конструкція нікуди не зіскочить.
 Для вибивання бажано взяти молоточок важче, тоді напрямна вийде з одного удару. Для зменшення натягу головку можна злегка підігріти, наприклад, на електричній плитці; завдяки різним коефіцієнтам лінійного розширення сталі (матеріал втулки) і алюмінію (матеріал головки), натяг зменшується і потрібно менше зусиль. Недоліком такого методу може стати расплёсканная з одного боку втулка, яка не пройде через отвір і таким чином зашкодить головку.
Для вибивання бажано взяти молоточок важче, тоді напрямна вийде з одного удару. Для зменшення натягу головку можна злегка підігріти, наприклад, на електричній плитці; завдяки різним коефіцієнтам лінійного розширення сталі (матеріал втулки) і алюмінію (матеріал головки), натяг зменшується і потрібно менше зусиль. Недоліком такого методу може стати расплёсканная з одного боку втулка, яка не пройде через отвір і таким чином зашкодить головку.
Випрессовивается аналогічним способом, тільки замість удару молотка буде прикладена сила знімача. Знімач виглядає наступним чином: через направляючу втулку проходить шпилька приблизно такого ж діаметру, як і внутрішній отвір, з боку камери згоряння стопориться гайкою, зі зворотного боку робиться упор, через який буде тягнутися шпилька разом з втулкою. Далі на шпильку накручується гайка, відстань зменшується, і втулка виходить з посадкового отвору. Якщо при великому зусиллі втулка не пішла, їй треба зірвати, постукавши по знімачі з боку камери згоряння. Далі все піде як по маслу.
запресовування напрямних
Засовують назад напрямні точно так же, як і висовуються, тільки навпаки. Є кілька варіантів зробити це: одні роблять посадку більш якісної, інші простіше реалізуються.
Найлегше запресовувати напрямні, якщо нагріти головку або охолодити втулку. Чим більше буде різниця температур у деталей, тим менший буде менше натяг і менше зусиль зусиль доведеться докласти при запресовуванні.
Чим менше потрібен натяг у пари втулка-головка і чим твердіше матеріали деталей, тим менше буде потрібно різницю температур. Справа в тому, що м'які метали при запрессовивании можуть нагартовиваться, тим самим зменшуючи натяг. М'який метал просто мнеться під більш твердим. А якщо обидві деталі з м'якого металу (алюмінієва головка і бронзова втулка), то в процесі запрессовивания при натяг понад 0,05 мм деталі схопляться з утворенням задирів. Через це буде менший тепловідвід і клапан може заклинити, а втулка при меншому натягу вилетить з посадкового отвору. Але вистачить теорії, перейдемо справі.
 Найпростіша запрессовка здійснюється ударним способом-молотком через оправлення, щоб не збити торець втулки. Якщо не нагрівати-охолоджувати деталі, то втулку треба хоча б змастити маслом, інакше справа піде зовсім погано.
Найпростіша запрессовка здійснюється ударним способом-молотком через оправлення, щоб не збити торець втулки. Якщо не нагрівати-охолоджувати деталі, то втулку треба хоча б змастити маслом, інакше справа піде зовсім погано.
 Більш щадний режим запрессовки може гарантувати гвинтове пристосування, воно хоча б крайки не зіб'є. Протягуємо шпильку через втулку і розмір отвору, накручуємо гайки через проставки, знизу наголошуємо в сідло клапана, а зверху в напрямну втулку. У міру накручування гайок втулка буде запресовуються.
Більш щадний режим запрессовки може гарантувати гвинтове пристосування, воно хоча б крайки не зіб'є. Протягуємо шпильку через втулку і розмір отвору, накручуємо гайки через проставки, знизу наголошуємо в сідло клапана, а зверху в напрямну втулку. У міру накручування гайок втулка буде запресовуються.
Фінальна доробка
Після того, ка втулки запресовані, нам потрібно перевірити їх внутрішній діаметр, він може трохи зменшиться внаслідок виникаючої напруги. Коштувати врахувати, що зазор втулка-клапан повинен становити 0,03-0,04 мм для впускних і 0,04-0,05 мм для випускних клапанів. Якщо якщо діаметр виходить менше, його потрібно розгорнути розгорткою відповідного діаметру.
джерело: kakavto.com
При частій експлуатації автомобіля періодична заміна направляючих втулок клапанів практично неминуча. Ці елементи необхідні для того, щоб знизити витрати масла в двигуні. Постараємося здійснити таку операцію самостійно.
Як визначити, що стався знос направляючих втулок?
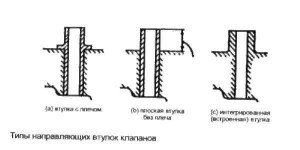
На всіх автомобілях втулки представлені по-різному, але принцип роботи у них один. Від клапанів безпосередньо залежить, як ефективно буде проходити заповнення циліндрів маслом, або навпаки, звільнення їх від продуктів згоряння. Клапани відкривають і закривають просвіт, в який надходить паливна суміш. Щоб визначити, що стався знос направляючих втулок клапанів, є ряд ознак, які перераховані нижче.
Якщо ви помітили, що масла стало витрачатися занадто багато, то варто насамперед звернути увагу на роботу клапанів. Також характерний шум в області мотора, особливо близько головок, буде свідчити про проблему. Підніміть капот, заведіть двигун і уважно послухайте, як звучить «серце» автомобіля. Якщо двигун працює, але на його тлі відбувається якийсь дивний шум, то вам варто звернути увагу на всі ті ж клапани.
Якщо з якоїсь причини у вас був викривлений шток, то після його заміни необхідно відразу замінити клапани, щоб не чекати швидкого настання їх непрацездатності.
Заміна направляючих втулок клапанів - збираємо інструменти
Перед тим, як замінити направляючі втулки клапанів, необхідно провести певну підготовку. Заміна втулок на всіх автомобілях проводиться приблизно однаково. Є невеликі відмінності в двигунах певних країн, наприклад, порядок робіт на російських і японських моторах буде різним. Щоб зробити дану операцію, необхідна спеціальна оправлення, яку можна замовити будь-якого знайомого токаря, або ж можна звернутися в майстерню.
Також перед заміною вам необхідно підготувати стандартний набір інструментів: ключ, викрутки, свердла і тому подібні речі. Варто відзначити, що вам знадобиться запрессовка направляючих клапанів, це спеціальний інструмент. Даний девайс зараз продається в магазинах, але можна також його зробити самому. У даній статті, як саме зробити цей інструмент, ми описувати не будемо, але ви з легкістю зможете знайти інформацію в інших статтях.

Як замінити направляючі втулки клапанів самостійно?
Отже, безпосередньо приступаємо до самої роботі! Щоб все пройшло вдало і без будь-яких помилок, вам необхідно дотримуватися наступну інструкцію. Спочатку вставляємо по черзі оправлення в отвори старих втулок і дуже акуратно, не застосовуючи особливих зусиль, наносимо удари молотком по самому кінця оправлення. Тим самим повільно і, найголовніше, акуратно ми вибиваємо втулки. Потім необхідно прочистити дане місце, що звільнилося. Найкраще, якщо є така можливість, втулки продміть стисненим повітрям.
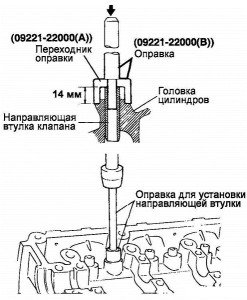
Для установки нових втулок їх необхідно витримати в морозилці приблизно дві доби, так вони будуть більш стиснутими і потім плавно розмістяться в посадковому місці. Далі нам необхідно нагріти головки блоку циліндрів на електроплитці приблизно до температури, що дорівнює 100 градусам, тим самим ми розширимо посадочні місця. Залишився останній етап: надягаємо на втулки стопорні кільця, вставляємо їх в отвори і також акуратно, як ми їх діставали, починаємо забивати.
Зверніть увагу, якщо ковпачки розбовталися, то зовсім необов'язково робити заміну. У даній проблемі допоможе розгортка направляючих клапанів. Вона робиться вручну, ви просто стягуючі клапан до мінімального значення зазору. Для впускного клапана значення приблизно від 0,020-0,055 мм, а якщо брати випускний клапан, то значення має бути 0,035-0,070 мм. Щоб повністю завершити цю статтю, залишилося з'ясувати, які направляють втулки клапанів краще? Між собою вони відрізняються за матеріалом виготовлення. Звичайно, найкраще, якщо втулки будуть чавунні. Так як в даному випадку, чим міцніше матеріал, тим він краще для використання.
джерело: carnovato.ru
- Заміна направляючих втулок клапанів і сідел: як виконати якісний ремонт
- 1. Як відбувається випресування старих втулок
- 2. Як виміряти натяг втулки перед заміною
- 3. Як запресувати втулки клапанів
- 4. Ремонт сідел клапанів
- 5. Остаточний етап: притирання клапанів
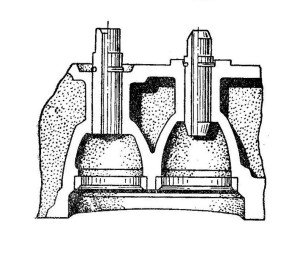
Клапани виконують функцію впуску повітряно-паливної суміші в двигун і випуску з нього відпрацьованих газів. Кожен циліндр двигуна має, принаймні, два клапана - один впускний і один випускний. Клапан складається з стебла і головки. Стебло клапана, переміщаючись в направляючої втулці, виробляє впуск / випуск паливної суміші / відпрацьованих газів. Коли клапан закривається, його картина «сідає» на сідло, і таким чином герметизує камеру згоряння.
Направляючі втулки і сідла клапанів забезпечують якість роботи самих клапанів. В процесі експлуатації вони терплять знос, через що не можуть забезпечити необхідних характеристик двигуна. В такому випадку роблять їх ремонт або заміну.
1. Як відбувається випресування старих втулок
 Заміна направляючих втулок клапанів - це неминучий процес, який необхідно періодично повторювати, так як втулки під час експлуатації зношуються. Перед заміною втулок необхідно витягти клапани і визначити ступінь зносу втулок, для чого існує два методи:
Заміна направляючих втулок клапанів - це неминучий процес, який необхідно періодично повторювати, так як втулки під час експлуатації зношуються. Перед заміною втулок необхідно витягти клапани і визначити ступінь зносу втулок, для чого існує два методи:
Для цього використовують мікрометр і нутромер, якими вимірюють внутрішній мінімальний діаметр втулки і максимальний діаметр робочої зони стебла клапана. Різниця цих значень становить діаметральний зазор. Також варто врахувати конусний і бочкоподібний знос стебла і зміни в діаметрі втулки по висоті. Ці параметри і визначають ступінь зносу напрямних втулок. Перед вимірами необхідно очистити всі поверхні від бруду.
Для цього методу використовують індикатор годинникового типу, у якого є стійка. Якщо виміряний зазор буде більше, ніж рекомендований інструкцією, то всі виміри необхідно повторити на новому клапані. Якщо при порівнянні параметрів з новим клапаном, зазор все одно залишиться великим, то потрібно проводити ремонт або заміну втулок.
 Багато виробників автомобілів випускають ремонтні клапани зі збільшеним діаметром, таким чином виключаючи необхідність заміни напрямних втулок. Але, якщо ремонтних клапанів немає, знос направляючої втулки нерівномірний або дуже великий, то доведеться замінити втулки. Перед заміною на нові, старі втулки випрессовуют.
Багато виробників автомобілів випускають ремонтні клапани зі збільшеним діаметром, таким чином виключаючи необхідність заміни напрямних втулок. Але, якщо ремонтних клапанів немає, знос направляючої втулки нерівномірний або дуже великий, то доведеться замінити втулки. Перед заміною на нові, старі втулки випрессовуют.
Для випрессовкі старих втулок зазвичай застосовують ударний метод, при чому головку циліндра попередньо перевертають. Знадобляться оправлення і молоток (або інший ударний інструмент).
 Оправлення з латуні або бронзи встановлюють з боку сідла, а потім по ній наносять удари за допомогою молотка. Щоб посадочне гніздо не ушкодилося, оправлення вибирають ступінчасту, яка за меншим діаметру входить у втулку на 30-40 мм з зазором, а по більшому діаметру - вільно проходить через отвір в голівці циліндрів.
Оправлення з латуні або бронзи встановлюють з боку сідла, а потім по ній наносять удари за допомогою молотка. Щоб посадочне гніздо не ушкодилося, оправлення вибирають ступінчасту, яка за меншим діаметру входить у втулку на 30-40 мм з зазором, а по більшому діаметру - вільно проходить через отвір в голівці циліндрів.
Коли проводиться випресування втулок, головку циліндра слід нагріти до +150 градусів Цельсія, щоб натяг трохи зменшився. Нагрівати краще в електропечі, але на крайній випадок, підійде і звичайна електроплитка.
 Якщо втулка міцно «засіла» в гнізді, то її можна висвердлити звичайним верстатом для свердління. Ручну електродриль краще не використовувати, тому що з великою часткою ймовірності посадочне гніздо пошкодитися або вийде перекіс. Втулку можна висвердлити в повному обсязі. При стінці з товщиною в 1 мм, іншу частину втулки дуже просто вибити.
Якщо втулка міцно «засіла» в гнізді, то її можна висвердлити звичайним верстатом для свердління. Ручну електродриль краще не використовувати, тому що з великою часткою ймовірності посадочне гніздо пошкодитися або вийде перекіс. Втулку можна висвердлити в повному обсязі. При стінці з товщиною в 1 мм, іншу частину втулки дуже просто вибити.
Поверхня гнізда після випрессовкі повинна бути ідеально гладкою, повністю чистою і не мати подряпин, шорсткостей і «чорноти». Для цього її додатково обробляють.
2. Як виміряти натяг втулки перед заміною
Нові втулки можна запресовувати в головку циліндрів двигуна, якщо попередньо не зміряти фактичний натяг.
Натяг втулки - це перевищення її діаметра над діаметром отвору для запресовування на невелику величину. Установка втулок з натягом забезпечує більш надійне і довговічне кріплення.
Для вимірювання натягу втулки, потрібно з високою точністю визначити діаметр гнізда для нової втулки і діаметр самої втулки. Діаметр втулки повинен бути більше, ніж діаметр гнізда на 0,03-0,05 мм.
Якщо гніздо «слабке» і натяг недостатній, то необхідно буде використовувати втулки більшого діаметра. А якщо діаметр гнізда недостатній, то збільшити його можна за допомогою дриля. Для ремонтної втулки натяг повинен бути більше, ніж для нової, так як в старому гнізді поверхню вже була деформована і знадобитися більш надійна установка.
3. Як запресувати втулки клапанів
 Перед тим, як запресувати втулку рекомендується забезпечити різну температуру деталей. Втулки потрібно охолодити до -150 градусів за Цельсієм, а головку циліндра - нагріти до температури більше +50 градусів за Цельсієм. Різниця температур потрібна, щоб посадочне місце в голівці циліндра зазнало менше пошкоджень і, щоб зменшити зусилля, необхідне для запресовування. Під час запресовування нових втулок не зайвим буде змазування поверхонь тертя рідким машинним маслом.
Перед тим, як запресувати втулку рекомендується забезпечити різну температуру деталей. Втулки потрібно охолодити до -150 градусів за Цельсієм, а головку циліндра - нагріти до температури більше +50 градусів за Цельсієм. Різниця температур потрібна, щоб посадочне місце в голівці циліндра зазнало менше пошкоджень і, щоб зменшити зусилля, необхідне для запресовування. Під час запресовування нових втулок не зайвим буде змазування поверхонь тертя рідким машинним маслом.
Іноді втулки запресовують без забезпечення різниці в температурі, але це робити не рекомендується, так як сплав при великому натяг перетерпить деформації, а реальний натяг зменшитися. Пізніше, коли двигун почне працювати, посадка послабитися і клапан буде перегріватися, що пов'язано з неправильним відводом тепла від стрижня клапана. Дуже швидко втулка почне коливатися в гнізді, і ремонт доведеться проводити заново.
Запрессовку роблять тим же ударним методом, що і випрессовкі, використовуючи оправлення і молоток. Виробляти запрессовку потрібно швидко, 2-мя-3-ма ударами по оправці молотком. Якщо у втулки тонкий поясок для посадки ковпачка, оправлення можна спирати на цей поясок, так як втулка зламається.
 Коли втулки охолонуть після запресовування, їх отвори калібрують алмазними розгортками (сталеві розгортки схильні до швидкого зносу), які дадуть необхідний розмір отворів. Після обробки отворів, слід перевірити зазори клапанів втулок. Для впускних вони повинні бути 0,02-0,04 мм, а для випускних клапанів - 0,03-0,04 мм. Мінімальні зазори (особливо у випускних клапанів) не потрібні, тому що це спровокує заклинювання в їх роботі.
Коли втулки охолонуть після запресовування, їх отвори калібрують алмазними розгортками (сталеві розгортки схильні до швидкого зносу), які дадуть необхідний розмір отворів. Після обробки отворів, слід перевірити зазори клапанів втулок. Для впускних вони повинні бути 0,02-0,04 мм, а для випускних клапанів - 0,03-0,04 мм. Мінімальні зазори (особливо у випускних клапанів) не потрібні, тому що це спровокує заклинювання в їх роботі.
4. Ремонт сідел клапанів
 Спільна робота сідла і клапана повинна забезпечити повну герметичність двигуна на весь термін його експлуатації. Для цього на сідлі роблять спеціальну робочу фаску, яка для нормального функціонування повинна, з одного боку, мати мінімальну ширину (щоб забезпечити герметичність важлива не площа контактуючих поверхонь, а тиск в сполученні). Але, з іншого боку, по ній відводиться більша частина теплоти від клапана, а тому вона повинна бути якомога ширше.
Спільна робота сідла і клапана повинна забезпечити повну герметичність двигуна на весь термін його експлуатації. Для цього на сідлі роблять спеціальну робочу фаску, яка для нормального функціонування повинна, з одного боку, мати мінімальну ширину (щоб забезпечити герметичність важлива не площа контактуючих поверхонь, а тиск в сполученні). Але, з іншого боку, по ній відводиться більша частина теплоти від клапана, а тому вона повинна бути якомога ширше.
Так що при ремонті сідел варто враховувати рекомендації виробника (керівництво по експлуатації автотранспортного засобу), щоб підібрати оптимальні параметри для сідел. Крім робочої, на сідлах також є допоміжні фаски, які потрібні, щоб забезпечити потрібний діаметр і ширину робочої фаски.
Во время ЕКСПЛУАТАЦІЇ, поверхня сідел зношується и втрачає потрібну форму. Через це під час перегріву двигуна на них з'являються прогари и раковини. Так що періодично доводиться проводити ремонт або заміну сідел клапанів.
Головне завдання, коли проводиться ремонт сідел клапанів або заміна сідел - це домогтися потрібної співвісності отвору втулки і робочої фаски, а також створити певний профіль сідла, який рекомендований виробником.
Перед тим як ремонтувати сідло, потрібно провести відновлення направляючої втулки і ні в якому разі не навпаки. Якщо цю послідовність порушити, то буде дуже складно домогтися герметичності.
 Для відновлення, сідла обробляють за допомогою різних інструментів. Зазвичай, для цього використовують кутові ручні фрези з кріпленням жорсткіше на направляющем стрижні. Ці фрези можуть виготовляти з твердосплавними пластинами або з інструментальної сталі з кутами на вершині 30, 45, 60 градусів.
Для відновлення, сідла обробляють за допомогою різних інструментів. Зазвичай, для цього використовують кутові ручні фрези з кріпленням жорсткіше на направляющем стрижні. Ці фрези можуть виготовляти з твердосплавними пластинами або з інструментальної сталі з кутами на вершині 30, 45, 60 градусів.
Але якщо у інструменту зношені деталі, то будуть спостерігатися люфти направляючого стрижня. Через це буде важко домогтися потрібної співвісності втулки і сідла, так що перед ремонтом сідел слід замінити деталі фрези на нові.
При обробці сідла в ньому формують певний профіль: ущільнювальну фаску і ще дві, що примикають до неї фаски. У більшої кількості двигунів фаска має кут в 45 градусів, і ширину 1,5 міліметра. У прилеглих фасок кути досягають 60 і 30 градусів.
Обробку ущільнювальної робочої фаски потрібно вести, поки не вийде повністю рівна поверхня.
5. Остаточний етап: притирання клапанів
 Притирання клапанів - це останній етап обробки сідла і стику клапана.
Притирання клапанів - це останній етап обробки сідла і стику клапана.
Якщо поверхні сідла і фаски оброблені точно, то притирання не потрібно, і вона навіть шкідлива, тому при професійному ремонті притирання клапанів не роблять. Але якщо деталі були оброблені вручну і їх поверхня вийшла не ідеальною, то притирання клапанів виконати необхідно.
Головне, що слід придбати перед притиранням клапанів - притиральні паста, яка виконує функцію дрібної шкурки. Притиральні паста буває крупнозернистою (використовується для первісної обробки) і дрібнозернистої (використовується для остаточної обробки). Під час притирання її наносять на сідла і кромки клапанів.
Притирання клапанів виконують за допомогою дрилі, викрутки або з використанням спеціальних інструментів для притирання. Для цього поверхні змащують притирочное пастою, вставляють клапан в гніздо і кріплять до нього обраний інструмент, після чого починають обертати по колу. Після закінчення процесу залишки пасти і частки металу стирають вологою серветкою.
Для контролю якості виконаної притирання, слід звернути увагу на поверхню фасок і клапана. Якщо на них утворилася замкнута блискуча доріжка шириною 2-3 міліметра, значить процес притирання завершений, і все було зроблено правильно.
Підписуйтесь на наші стрічки в Facebook, Вконтакте і Instagram: всі найцікавіші автомобільні події в одному місці.
джерело: auto.today
Як визначити, що стався знос направляючих втулок?Як замінити направляючі втулки клапанів самостійно?
Щоб повністю завершити цю статтю, залишилося з'ясувати, які направляють втулки клапанів краще?