

- трансформатор
- необхідні елементи
- обмотка
- Що потрібно знати
- Робота з мідними проводами
- етапи робіт
- На що треба звернути увагу
- вибір кабелів
- Пристрій з деталей мікрохвильовій печі
- Зварювальний апарат для проводів своїми руками: особливості
- Чому не паяльником?
- Апарати для зварювання мідних проводів
- Трансформатори
- Інвертори
- Як самому зробити апарату для зварювання проводів?
- Параметри для зварювання проводів
- Інверторні зварювальні апарати
- Сварка проводів: технологія
- Як самостійно виготовити зварювальний апарат
- Графітовій електрод для зварювання
- Типи електродів для зварювання мідніх жив проводів
- Відмінності графітовіх и вугільніх електродів
- Регулювання сили Струму во время зварювання
- Як необходимо зварюваті жільні скручування
- Необхідні знання техніки безпеки
Перед тим як виготовити зварювальний апарат для проводів в домашніх умовах, варто розібратися в головних складових деталях і принципах роботи. Особливе значення приділяється потужності напруги, яка залежить від типу майбутніх робіт. Для з'єднання металевих тонких виробів потрібно невисока сила струму, в той час як зварювання масивної арматури неможлива при такій інтенсивності.
трансформатор
Пристрій забезпечує отримання дуги з мережевої напруги. Даний елемент складається з двох основних частин:
- муздрамтеатр;
- обмотка.
Створення трансформатора не викликає особливих складнощів. Первинна обмотка пристрою підключається до електромережі в 220 Вт, при цьому вторинна потрібно для самих зварювальних робіт. Магнитопровод можна зібрати не тільки з пластин спеціального трансформаторного металу, але і з інших матеріалів. Як доповнення для поліпшення характеристик дуги використовуються спеціальні пристрої, які забезпечують плавну настройку напруги. Подібні доповнення найчастіше зустрічаються в професійних апаратах.
При виборі джерела напруги необхідно відштовхуватися від бажаних характеристик струму. Оптимальним варіантом стануть джерела, що мають крутопадающие і пологопадающих властивості. Вони спрощують процес зварювання і забезпечують мінімальні коливання дуги.

необхідні елементи
Самостійно можна виготовити зварювальний апарат для проводів будь-якого типу, будь то автоматичний, інверторний, що функціонує на постійній або змінному струмі . При відсутності досвіду проведення подібних робіт варто зупинитися на простому трансформаторному апараті. Подібний пристрій функціонує на змінному струмі і дозволяє домогтися якісного зварного шва . Воно оптимально підходить для зварювання проводів в домашніх умовах. Перед тим як приступити до виготовлення, необхідно підготувати наступне:
- матеріал для сердечника трансформатора з високим рівнем магнітної проникності;
- достатню кількість мідного дроту.
Сердечник повинен мати П-образну стандартну конфігурацію і стрижневу конструкцію. У деяких випадках доводиться використовувати сердечники іншої форми (наприклад, круглі), це не змінює характеристики пристрою, але ускладнює намотування проводки. Для побутового апарату площа перетину сердечника повинна знаходитися в межах 50 см². Використання великого перерізу нераціонально, так як не забезпечує додаткових характеристик і збільшує загальну масу пристрою.
обмотка
Для первинної обмотки використовується мідна проводка, що відрізняється високим рівнем стійкості до термічного впливу. Вона повинна доповнюватися стеклотканевой або бавовняної ізоляцією. Можливе використання кабелів з ізоляційною оболонкою з гуми та інших матеріалів, за винятком поліхлорвінілу.
При необхідності ізоляцію можна зробити своїми руками за допомогою невеликих відрізків відповідного матеріалу. Вони намотуються на мідний дріт і покриваються шаром електротехнічного лаку.
Каркас котушок виготовляється відповідно до геометричних характеристиками муздрамтеатру. Вони повинні мати відповідні габарити, щоб не перешкоджати вільному надягання муздрамтеатру на сердечник. Для виготовлення останнього, як правило, використовується звичайний картон або текстоліт.

Що потрібно знати
При проведенні намотування котушок необхідно враховувати деякі особливості. Зокрема, первинна обмотка виробляється тільки наполовину, зверху на неї накладається частина вторинної. Друга сторона котушки обмотується таким же чином. За допомогою щільного паперу, склотканини та картону можна підвищити ізоляційні характеристики, для цього необхідно прокладати відрізки обраного матеріалу між шарами обмотки.
Зварювальний апарат для мідних проводів також вимагає настройки, яка полягає в підключенні пристрою до мережі і вимірі даних напруги на вторинній обмотці. Показники повинні знаходитися в межах 60 В. При необхідності можна додати частину обмотки або прибрати зайве. Заміри і зміна обмотки виробляються до отримання необхідних даних.
Зварювальний апарат для проводів підключається до мережі за допомогою двожильного кабелю або проводу внутрішньої прокладки, який з'єднується з первинної обмоткою. Останнім етапом є з'єднання ПРГ-проводів з висновками вторинної обмотки. Варто відзначити, що ці дроти фіксують основу зварювальних стрижнів і з'єднуються з робочою елементами.
Робота з мідними проводами
В електротехнічних роботах мідні дроти незамінні. Існує три основних методики з'єднання: зварювання, сжим і опресовування. Оптимальним поєднанням швидкості і якості робіт має перший варіант.
При роботі з міддю варто проявляти обережність і враховувати характеристики даного матеріалу. Він схильний до поломок навіть при невеликому нагріванні, незважаючи на те що його температура плавлення перевищує 1000 градусів. Зварювальні роботи можуть виконуватися постійним і змінним струмом. При необхідності можуть використовуватися дугового спосіб зварювання і додаткові апарати, такі як трансформатор, променеве пристрій і інвертор.

етапи робіт
Зварювальний апарат для зварювання проводів може мати різну конструкцію і виготовлятися за певною технологією, незважаючи на це, процес зварювання складається з ідентичних етапів. Для початку видаляється оболонка з кабелів за допомогою ножиць або звичайного канцелярського ножа. Необхідно відступити від краю на 2-3 см, підрізати верхню оболонку і акуратно стягнути їх. Скручування кабелів повинна мати довжину близько 3 см і доповнюватися декількома жилами стандартного розміру. Затиск фіксується тільки на готовому з'єднанні. Далі необхідно приєднати мідних проводів з встановленою потужністю і силою струму.
На що треба звернути увагу
Сам процес зварювання проводиться протягом декількох секунд і забезпечує отримання невеликого мідного кулі. Варто відзначити, що час зварювання має особливе значення, так як якщо прибрати апарат занадто рано, якість з'єднання буде низьким через пористої структури. При цьому якщо перетримати на кілька секунд, доведеться починати все спочатку, тому що кінці кабелів повністю розплавляться. Після з'єднання і охолодження елементів залишається зробити ізоляцію і підключити напругу.

вибір кабелів
З урахуванням того, що зварювальний апарат приєднують до мережі мідними проводами, їх вибір має не менш важливе значення. Вони повинні забезпечувати роботу під різним рівнем напруги і в різних умовах. Не менш важливі такі характеристики:
- стійкість до вигинів і інших механічних впливів;
- збереження характеристик при дії ультрафіолетового випромінювання;
- можливість застосування при роботі в широкому діапазоні температур;
- стійкість до розвитку цвілі і корозії.

Пристрій з деталей мікрохвильовій печі
Досить простий зварювальний апарат для мідних проводів своїми руками можна зробити з трансформатора від мікрохвильової печі, який має високу потужність і компактними розмірами. Подібний пристрій поміщається в корпус від блоку живлення ПК і оптимально підходить для зварювання мідних кабелів.
Для створення пристрою підійде трансформатор від будь мікрохвильовки. Його необхідно попередньо розібрати, це можна зробити шляхом розпилу бічних сторін за допомогою болгарки. Варто відзначити, що підключення трансформатора до мережі можливо тільки після зняття вторинної обмотки.
Необхідно накрутити вторинну обмотку замість старої і заклеїти сердечник епоксидним складом. Далі залишається вмонтувати трансформатор в корпус від блоку живлення разом з двома автоматами.
Отриманий зварювальний апарат для проводів забезпечує швидке запалювання дуги і якісну обробку кабелів. Трансформатор під час роботи не нагрівається, але при використанні пристрою великих розмірів рекомендується застосовувати для обмотки проводку з перетином в 10 мм². Незважаючи на те що трансформатор відрізняється досить відчутним вагою, сам апарат має невеликі габарити.
Спростити використання і поліпшити якість з'єднання можна за допомогою вимикача, розташованого на ручці графітової клеми. Так можна буде включати апарат після того, як скручування буде встановлена в необхідне положення.

Зварювальний апарат для проводів своїми руками: особливості
Більш м'яка зварювання виходить за рахунок використання дроселя. При цьому варто відзначити, що під час роботи з мідними скрутками з'являється різкий запах гару і дим, тому рекомендується заздалегідь відкрити вікно. Також не рідкісні випадки загоряння графітового електрода.
Провід скручування повинні мати однакову довжину. Також буде корисно покривати скрутку бурою перед зварюванням і дотримуватися мінімальний час нагрівання.
Хорошу клему можна отримати з підручних предметів або деталей, куплених за символічну вартість. Для цієї ролі відмінно підійде щітка від тролейбуса або потужного мотора. У графіті висвердлюється кілька ямок відповідного розміру. Вони необхідні для укладання скруток і отримання рівного сплаву.
Дуга під час роботи повинна бути безперервною і мати достатній нагрів для забезпечення якісного з'єднання. Як було зазначено раніше, нагрів до температури менше необхідного рівня призводить до формування пористої серцевини всередині застиглої краплі.
Більшість електриків знає, що якщо дроти просто скрутити разом, то ця ділянка буде служити додатковим опором з-за різниці в щільності контакту між цілісним проводом і скручуванням. Така ділянка часто перегрівається або обгорає. Можливі й механічні обриви ланцюга. Щоб уникнути цих проблем була винайдена зварювання мідних проводів. Яка її технологія? Якими апаратами вона виконується? Чи можливо виготовити подібний пристрій самостійно?
Процес зварювання для мідних проводів полягає в запалюванні короткочасної електричної дуги, оплавлятися краю прутиків і з'єднують їх в єдиний монолітний ділянку, довжиною 3-5 мм. Це відбувається в наступній послідовності:
- Проводку, призначену для з'єднання, очищають від ізоляції на 60-70 мм довжини. Це робиться для запобігання оплавлення ізоляції від нагрітої міді.
- Мідні волокна складаю разом і закручують між собою. Вид скручування не важливий, і її можна виконувати як рівномірно перекручуючи всі дроти, так і обвиваючи одні навколо осі з інших. Механічну міцність тут утворює саме зварювання, а не тип скручування.
- Перекручені мідні жили повинні бути загальною довжиною 50 мм. Частину, що залишилася розгалужену частину обрізають до щільно скрученого пучка.
- У 25 - 30 мм від краю з'єднання його необхідно затиснути притискним пристроєм, що є одночасно масою контакту (мінусовим кабелем від апарату). За цей елемент електрик буде утримувати зварюються дроти. Занадто довгу зачистку і далекий від краю захоплення виконувати не варто з огляду на зайвого перегріву всієї зони між контактами.
- Другою рукою підноситься держатель зі спеціальним електродом.
- Кінець електрода стикається з торцем скручування і запалюється дуга, яку необхідно утримувати протягом 1-2 секунд (залежить від сили струму і перетину дроту).
- Краї проводів плавляться від температури дуги, утворюючи цілісне з'єднання, перетин якого не перешкоджає проходженню струму.
- Перериваючи дугу, закінчуємо процес зварювання і даємо виробу охолонути.
- Остигнула після зварювання скрутку, потрібно згорнути (для компактності розміщення в коробці), і закрити термоусадочної трубкою або ізоляційною стрічкою.
Щоб зварювання проводів виконувалася успішно, необхідно потренуватися на «чорнових» шматочках кабелю. Поширеною помилкою початківців електриків є прилипання електрода до торця свариваемого дроти. Це відбувається через занадто короткій дистанції і виконанні роботи навісу. Щоб надати чіткості виконуваних дій рекомендується опереть руку з масою об стіну, а руку з електродом притиснути ліктем до тіла. Так можна мінімізувати похитування і коливання, що викликають проблеми при зварюванні.
Зрозуміти, що з'єднання готове можна по характерному червоному валика розпеченого металу, що має цілісний вигляд. Округлена форма буде остаточним доказом, що прутки сплавилися між собою. Хоча дуга горить всього кілька секунд, але якщо потрібно об'ємна робота (розподіл коробки, облаштування щитка), то рекомендується надягати захисні окуляри або навіть маку хамелеон. Ультрафіолет, що випромінюється дугою, здатний заподіяти серйозні опіки шкіри обличчя та рогівки очей при тривалій роботі зі зварюванням.
Чому не паяльником?
Перевага методу перед схожою роботою паяльником складається в:
- відсутності необхідності присадочного матеріалу (олово);
- не потрібно попередньо лудити метал;
- зварювання скруток виконується швидше за часом, ніж пайка, що ефективніше при великому обсязі робіт;
- для пайки проводів різного діаметру потрібні різні за потужністю паяльники, зварювальний апарат же перемикається під будь-який перетин;
- деякі кабелю настільки товсті, що їх можна з'єднати тільки зварюванням.
Апарати для зварювання мідних проводів
Мідь належить до специфічних видів металів, чия зварювання виконується тільки в добре захищеному середовищі, що запобігає взаємодія вуглецю і навколишнього повітря. Але оскільки для мідних кабелів немає необхідності в довгому шві, а лише потрібно швидко розплавити торець скручування, то підійде звичайний агрегат зі змінним або постійним струмом.
Трансформатори
Зварювальний апарат для зварювання проводів повинен бути здатний видати силу струму, достатню для оплавлення краю кабелю. Температура плавлення міді трохи більше 1000 градусів. Тому для роботи підійде звичайний трансформатор з регулюванням струму до 400 А. Єдиною відмінністю від зварювання вуглецевої сталі буде використання не сталевого покритого електрода, а вугільного з домішкою міді і не покритого.
Для здійснення зварювання скруток потрібно підключити апарат в мережу, виставити необхідну силу струму, і під'єднати «мінусовий» кабель до затиску, а «плюсової» до власника електрода. Пряма полярність забезпечить кращу роботу електричної дуги на цьому виді з'єднання. Робота з трансформатором підійде для підключення і оснащення електричного щитка з безліччю контактів. Оскільки весь процес може зайняти день і більше, то не буде потрібно частий перенесення громіздкого апарату. А ось для маневреної роботи по великому простору, де потрібно зварити кілька скруток в коробці, і переходити далі, трансформатор буде незручний.
Інвертори
Для пересувної швидкої роботи з проводкою краще придбати невеликий апарат. Це може бути звичайний інвертор з мінімальною вагою, чия конфігурація дозволяє вішати обладнання на плечі і виконувати зварювання скруток на будь-якій висоті.
Робота інвертором проводиться так само, як і трансформатором. «Плюс» з електродом знаходиться в одній руці електрика, а «мінус» зі спеціальним затискачем в інший. Характеристик апарату з діапазоном сили струму від 40 до 200 А вистачить на більшість видів проводки зустрічається в побуті. Зварювання мідних проводів інвертором виконувати зручніше, з огляду на «м'якій» роботи дуги і меншого шуму від самого джерела струму.
Як самому зробити апарату для зварювання проводів?
Якщо має бути разова, але об'ємна робота з проводами, то купувати магазинний пристрій може бути невигідно. Як зробити зварювальний агрегат для цих цілей своїми руками? Для основи потрібно понижуючий трансформатор, який можна намотати самостійно, або витягти зі старої техніки. Головний критерій - це здатність знижувати вхідна напруга до 12-48 V, видаючи при цьому силу струму від 40 до 150 А. Розрахувати число витків і необхідну перетин дроту можна за відповідними таблицями.
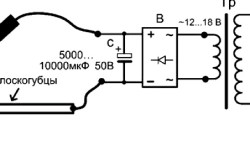
Хоча зварювання проводки можна виконувати і на змінному струмі, але краще встановити в свій саморобний апарат діодний міст, для випрямлення напруги. Це додасть електричної дузі характерний шелест, і вона буде більш стабільною. Зроблений агрегат потрібно забезпечити захисним корпусом для виключення ураження струмом.
Тримач під вугільний електрод можна купити в магазині, а можна спорудити з затиску під контактор тролейбуса чи іншого притискного пристрою. Другий затиск для фіксації дроти і підключення маси виготовляється з щипців. В одній з ручок необхідно просвердлити отвір під болт і клему для контакту.
Параметри для зварювання проводів
Щоб з'єднання проводів зварюванням пройшло якісно, крім відповідного обладнання і навичок, потрібно вибирати правильні режими зварювання. Основні представлені в таблиці:
З'єднання скруток за допомогою зварювання дозволяє зробити надійний контакт, виключаючи перегрів і механічний обрив проводів. Як зробити це на практиці показано на додатковому відео. А створивши власний апарат можна заощадити на обладнанні, не на шкоду якості.
Існує много способів з'єднання проводів, найдоступніші це: скручування и пайка, но сегодня Зупинимо на зварюванні. Саме зварювання діліть Перше місце з пайки. У цих двох видах сполучення є свої мінуси і плюси, і кожен випадок застосуємо і не застосуємо в конкретному випадку.
Якщо потрібно поєднати велику кількість проводів, то зварювання це найякісніший і швидкий спосіб. А так же не вимагає витратних матеріалів.
Готове пристрій.
Корпус від старого понижуючого трансу на 36 вольт.
Замість старого трансу варто новий на 24 вольта і на 350 ват (в ідеалі потрібен трохи по могутніше).
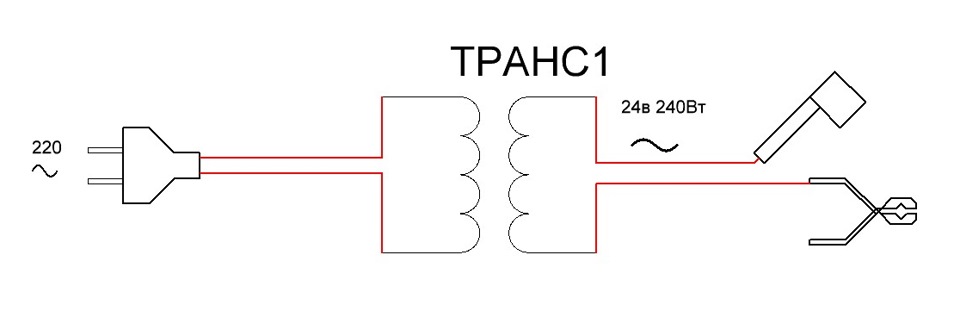
Первинна обмотка з'єднана через автомат з мережу 220 вольт. З вторинної обмотки з'єднані з проводом КГ 2х1.5 (один провід кг 2х1.5 з'єднаний з плоскогубцями, інший з вугільною щіткою від Камаза) плоскогубці і вугільні щітки.
Через другий автомат з мережею 220 вольт з'єднані, (для охолодження трансу) через зарядник для телефону на 5 вольт Вентилятор для корпуса системного блоку (для нього на корпусі зроблені прорізи, по три штуки з чотирьох сторін), і розетка (зручно якщо потрібно живити доп . прилад).


На посатіжі наварена шпилька на 6, і двома шайбами і гайкою зафіксований провід.
Держак для щітки зроблений з мідної трубки, і надітий шланг відповідного діаметру.
- Сварка проводів: технологія
Для з'єднання проводів використовують безліч способів - від споювання до скруток. Але частіше використовується зварювання проводів. Цей метод виходить більш вдалим за результатами, ніж всі інші: він допомагає отримати хороший і дуже надійний контакт. При такому методі з'єднання можна забезпечити більший термін безперебійної роботи електропроводки.
Електропроводку найчастіше виконують з використанням проводів з міді, а ось дроти з алюмінію майже не застосовують. Сварка мідних проводів може здійснюватися з використанням як змінного, так і постійного струм , Напруга - приблизно 12-36 В. Повинна бути можливість змінювати подачу струму. Переважно буде використання зварювального апарату інверторного типу .
Інверторні зварювальні апарати
Інверторні апарати мають безліч плюсів. За габаритами вони невеликі, досить легковажні, більшість моделей забезпечено ременем, за допомогою якого їх можна носити через плече. Наприклад, за допомогою такого ременя пристрій підвішується на плече, після чого зварювальник може разом з ним переміщатися по драбині. Це дуже зручно, коли виконується зварювання скруток в укріпленої на висоті розподільній коробці.

зазвічай зварювальні Інвертори мають гарний діапазоном регулювання струму. У таких пристроїв стійка дуга, яка і при невеликому струмі прекрасно запалюється. Даний апарат допомагає домагатися непоганих результатів роботи навіть тим сварщикам, у яких досвід невеликий.
Інвертори також споживають дуже невелика кількість енергії. При необхідності такі апарати можна підключити до простої електропроводці. Це не послужить причиною перебоїв, світло не почне блимати, що не буде неприємностей і скарг від живуть по сусідству людей.
Сварка мідного дроту здатна завдати не меншої шкоди, ніж проста зварювання стали. Треба берегтися від бризок металу, неодмінно захищати очі. Працювати треба в зварювальних рукавицях і спеціальній масці, спецодязі.
Щоб виконати з'єднання проводів зварюванням, застосовуються обмедненной вугільні електроди. Їх іноді називають олівцями. Можна скористатися графітовим стрижнем. Якщо таких електродів не виявилося під рукою, можна взяти простий вугільний стрижень від використаної батарейки. для зварювального Струму слід встановлювати межі в залежності від кількості та діаметру дротів.
Так, для зварювання двох проводів з міді з перетином 1,5 мм² досить струму 70 А, якщо дроти три, то струм повинен бути 80-90 А. Якщо перетин підготовлених для з'єднання проводів в кількості 2-3, то 2,5 мм², встановлювати струм слід в межах 80-100 А, 3 або 4 дроти - потрібен струм 100-120 А.

Може відрізнятися і її склад, і поведінка при обробці струмом, тому ставитися до вибору режимів для зварювання слід уважніше.
Хорошим вважають такий зварювальний режим , Коли дуга стійка, немає прилипання електрода до сполучають ділянки. Такого поєднання можна досягти лише при наявності робочих навичок, які придбати можна тільки в процесі роботи.
При покупці инверторного апарату треба керуватися саме цими межами. Коли апарат не передбачається використовувати для більш складних робіт, в потужному не буде необхідності.
Повернутися до списку
Сварка проводів: технологія
Виконання робіт проводиться відповідно до технології, яка допомагає забезпечити кращий результат. Сварка проводів інвертором виконується в кілька етапів. Для початку провід звільняють від оболонки та ізоляції, потім виконують скрутку. Її підрізають так, щоб у всіх проводів кінці вийшли на одному рівні, а сама скручування була як мінімум 50 мм.
Далі на скручування ставлять відвідний тепло зажим з міді, підключають зварювальний апарат. До підготовленої скрутці посувають торець вугільного олівця, який треба затиснути в держаку, після чого виконується власне зварювання. На кінці скрутки після цієї операції утворюється невелика кулька розплавленої міді, зварювання припиняється. Щоб ізоляція при цьому не розплавляється, роботі з кожною з скруток треба приділяти не більше 1-2 секунд. Коли все зварене охолоне, скручування ізолюються з використанням звичайної ізоляційної стрічки або трубки термоусадочної.
Повернутися до списку
Як самостійно виготовити зварювальний апарат
Хороші сторони зварювальних апаратів перераховувати можна нескінченно довго, але є у них і мінус - це чимала ціна. Купівля такого пристрою буде доцільною лише в тому випадку, якщо регулярно займатися зварювальними роботами.
У тих випадках, коли господар квартири вирішив провести в житло заміну електропроводки своїми руками, можна обійтися і саморобним пристроєм. Наприклад, трансформатором, що володіє прийнятною потужністю. Для цього добре підходить трансформатор серії ТБС. Потужність його повинна бути як мінімум 600 Вт, напруга вторинної обмотки - 9-36 В. До неї треба буде підключити тримач електроду і затиск, який послужить для підключення «маси».
Зварювання виконується за допомогою вугільного електрода, використовуються ті ж способи, які застосовують для інвертора. Весь процес той же, починаючи зачисткою проводів і закінчуючи доторком до скрутці вугільним стрижнем і виконанням ізоляції скруток.
Якщо немає трансформатора, його можна зробити своїми руками. Підготуйте Ш-образне трансформаторне залізо, у нього повинна бути площа сердечника мінімум 30 см². При такому значенні для площі і напрузі в мережі 220 В в первинній обробці 293 витка, які виконані обмотувальним проводом з діаметром 0,8-1 мм.
Намотування вторинної обмотки проводиться з використанням трьох проводів з діаметром 3 мм, можна застосувати і більш тонкий, 4-5 проводів повинні намотати так, щоб їх загальна площа вийшла 15-20 мм ². Число витків при зазначених даних складає 13.
Якщо немає матеріалу з саме такими характеристиками, розрахунок витків визначають за такою формулою:

Згідно з даними формулами визначають кількість витків, яке треба дотримати для виконання першої та другої обмоток. При цьому S являє собою площу сердечника, 40 - коефіцієнт емпіричний.
Чим краще матеріал, тим менше буде і значення коефіцієнта, його граничні значення - 40-60. U1 - це напруга мережі, U2 - напруга вторинної обмотки. Таку формулу можна застосовувати для розрахунку будь-якого з трансформаторів, а не тільки зварювального.
При роботі знадобляться засоби захисту у вигляді окулярів, маски та спецодягу, які допоможуть уникнути опіків від бризкати металу.
Щоб максимально спростити роботу, у багатьох випадках використовують спеціальні затискачі. Таке пристосування має дуже просту конструкцію і складається з двох частин - верхньої і нижньої.
Від зварювального трансформатора напруга підводять до верхньої частини, що є рухливий важіль, і до основи. Обидві частини з'єднуються один з одним за допомогою шарніра спеціальної ізоляційної пластиною. На нижній частині укріплений електрод з призначеним для флюсу поглибленням. Для флюсу застосовують буру, її можна придбати в аптеці.
Укріплений на пристосуванні провід для зварювання хорошої якості повинен бути якомога коротшим.
Його перетин має бути обов'язково великим, ніж у вторинної обмотки. Розташування мережевого вимикача треба робити так близько, як це можливо. Добре, якщо встановлений прохідний вимикач.
У цьому випадку дії для зварювання дроту можна описати так. Скручування кріпиться на рухомому важелі з використанням смушкового затиску. Флюс засинають в спеціальне поглиблення, після чого важелі треба затиснути. Напруга подається на трансформатор, під флюсом в поглибленні електрода починає утворюватися кульку. Потім трансформатор відключають і чекають, поки кулька не охолоне в затиску.
При цьому час роботи визначають безпосередньо по ходу виконання дій. Якщо досвіду замало, для початку можна потренуватися на непотрібних шматках проводів. За допомогою такого пристосування можна виконувати зварювання проводів з алюмінію або міді.
У сучасности з'єднанні проводів все более знаходится! Застосування вугільний електрод для зварювання кінців мідніх проводів. Цей способ замінює застарілій метод споювання мідніх жильних скруток. При цьом НЕ нужно! Застосування припою и флюсу.
Завдання зварювання така ж, як и при пайку - це забезпечення надійного и довговічного контакту между двома, а то й кількома проводами, так як звичайна з'єднанням добиться цього Неможливо. На поверхні МІДІ з часом неодмінно з'являється плівка через окислення. После процесса зварювання місце з'єднання жив зварюється характерно, чем при споювання, спайка відбувається лишь на кінчіку. Однако и такий освіченій контакт при підвіщеній навантаженні запобігає перегріванню звареніх жив кабелів.
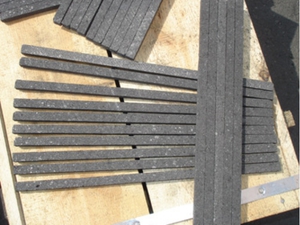
Графітовій електрод для зварювання
Через своїх технічних характеристик графітовий електрод легко ріжеться, повільніше витрачається, не розтріскується при зварюванні.
Як показує практика, зварювання жив проводів проводитися в розподільніх коробках. Розташування коробок Досить високо, тому вам для зварювання та патенти буде використовуват зварювальне переносному обладнання.
Застосовують для ціх цілей промислові апарати,! Застосування якіх доцільно в професійному плане. Если є можлівість, то можна зібраті зварювальний апарат самому. Однако, для більшості відмінно підійдуть апарати інверторного типу, Які у великому асортименті представлені в магазинах. Смороду компактні, мобільні, Легкі и до того ж є регулювання потрібного вам Струму зварювання.
Типи електродів для зварювання мідніх жив проводів
При зварюванні мідніх жив повінні застосовуватіся відповідні електроди. Про вугільніх електрода ми Вже згадувать. Існує такоже графітовій тип електродів. Як електрод в домашньому побуті могут буті застосовані стріжні батарейок, щітки колекторно двигунів и подібні вироби, Які віконані з графіту.
Стріжні з графіту добре замінюють покупні електроди, за вінятком лишь одного, что на них відсутня обміднення, но це можна вірішіті Шляхом удосконалення власника. Для цього необходимо буде застосуваті затіск типу «крокодил», як для електрода, так и для з'єднання масі. Смороду не будуть такими громіздкімі, як Штатні, тому вам буде зручніше працювати в розподільніх щитках. Звичайно ж, вам необходимо буде подбаті и про додаткової ізоляції ручок.
Графітові и вугільні електроди ма ють загально схожістю: і у тих, и у других температура плавлення в 4 рази перевіщує поріг плавлення самой МІДІ. Через це Властивості витрати електродів при з'єднанні електропроводки дуже низька.
Зверніть вашу увагу на той факт, що електрод нагрівається до вісокої температури миттєво, тому є ризик перегріву свариваемого вами матеріалу, що, в свою чергу, може порушити ізоляцію в кабелі. ЦІ фактори та патенти знаті Зварник, щоб буті Досить акуратно при монтажі електропроводки.
Відмінності графітовіх и вугільніх електродів
Незважаючі на схожість графітовіх и вугільніх стріжнів при монтажі проводки, характеристики їх різняться:

Регулювання сили Струму во время зварювання
Регулювання Струму Вчасно зварювання проводів відбувається в прібудові від 30 до 120 ампер (в цьом діапазоні працює більшість інверторніх зварювальних апаратів). У будь-якому випадка вам придется підбіраті досвідченім Шляхом Точний струм зварювання, так як:
Вам необходимо знаті значення сили Струму, при якіх здійснюється з'єднання жив проводів, что ма ють різне перетин:
- під час зварювання двох жил діаметром 1,5 мм 2, інвертор необхідно налаштувати на 70 ампер;
- три дрота цього ж перетин зварюється при позначці Струму на инверторе від 81 до 91 ампер;
- сила струму для зварювання трьох жил діаметром 2,5 мм 2 необхідна в діапазоні від 81 до 101 ампера;
- Чотири жили по 2,5 квадратних міліметра зварюються з виставленна діапазоном сили Струму від 101 до 121 ампера.
Як необходимо зварюваті жільні скручування
 Щоб не допустіті можливе розплавлення ізоляції проводу, до основи свариваемой скручування треба прікріпіті радіатор, Виконання з металу. Відводіті тепло від скручування вам поможет затіск з великою площею контакту, поліпшує процес теплообміну. Найкраще, щоб радіатор БУВ Виконання з МІДІ, так як у цього металу висока тепловіддача.
Щоб не допустіті можливе розплавлення ізоляції проводу, до основи свариваемой скручування треба прікріпіті радіатор, Виконання з металу. Відводіті тепло від скручування вам поможет затіск з великою площею контакту, поліпшує процес теплообміну. Найкраще, щоб радіатор БУВ Виконання з МІДІ, так як у цього металу висока тепловіддача.
Перед початком самого процесса зварювання жив проводів, та патенти, провести підготовчі роботи, Які включаються в собі процес звільнення проводів від ізоляції и оболонки. Довжина при цьом оголених живий винна буті примерно 100 міліметрів, в цьом випадка скручування буде НЕ более 50 міліметрів.
Во время скручування живий та патенти добиться їх щільного прилягання один до одного. При цьом торці жив повінні буті на одному Рівні, інакше при зварюванні жила одного з проводів может віявітіся за межами зварних шва. Если после зварювання один кінець жили Вийшов довшім за інші, его необходимо відкусіті с помощью бокорезов.
Поблизу Зроблений вами радіатора до скрутці необходимо прікріпіті Затискач «масі або мінуса», после цього піднесіть до кінчіка живий електрод. Контакт електрода з жилами не винних перевіщуваті за годиною двох секунд. После переривані контакту на скрутці утворюється сферічної форми Невеликий наплив. Такоже зварюються и інші скручування жив проводів.
Необхідні знання техніки безпеки
При віконанні робіт та патенти знаті и Дотримуватись ЗАХОДІВ безпеки:
- дрота, на якіх проводитися зварювання мідніх жив, повінні буті Попередньо знеструмлені;
- обов'язкове использование ЗАСОБІВ індивідуального захисту (спецодягу, рукавічок, маски, спецвзуття);
- місце, де ви проводите зварювальні роботи , Необхідно очистити від предметів, які можуть спалахнути;
- так як в розподільному щіті або коробці знаходяться более двох скруток, що не Варто поспішаті и зварюваті Наступний, так як ви можете отріматі опік;
- краще дочекайся, коли охолоне перша Звара вами скручування;
- после Виконання зварних робіт скручування та патенти заізолюваті. Це можна Виконати термоусадочної трубкою або ізоляційною стрічкою. Термоусадка надаватіся на дроті и потім с помощью фена підігрівається.
Яка її технологія?
Якими апаратами вона виконується?
Чи можливо виготовити подібний пристрій самостійно?
Чому не паяльником?
Як самому зробити апарату для зварювання проводів?
Як зробити зварювальний агрегат для цих цілей своїми руками?