Интернет журныл о промышленности в Украине


Сравнение цен, преимущества и недостатки автоматического, полуавтоматического и ручного оборудования для производства профнастила
Опубликовано: 06.09.2018
Чтобы металлическая заготовка приобрела определенную профильную форму, применяется станок для производства профнастила, основные функции которого – прокат и резка.

Оборудование для производства профнастила в зависимости от уровня механизации бывает:
автоматизированное; полуавтоматическое; ручное.Все три вида разнятся по стоимости, производительности и цене. Чтобы подобрать оптимальный вариант для будущего производства, рассмотрим все три варианта.
Автоматизированное оборудование для производства профнастила

В типовую линию входят 5 основных станков:
Программный блок управления – пульт, с помощью которого осуществляется включение/выключение линии и задаются производственные программы. Разматыватель – вал, на который надевается рулон тонколистовой стали и удерживается для закрепления к месту профилирования. Формировочный (прокатный) станок – основной элемент производственной линии, на котором происходит изгиб металлической линии в профлист с гофрой, запрограммированной высоты. Ножницы гильотины – обрезной пресс, с помощью которого готовый профиль режется на листы заданных параметров. Приемный стол – ровная поверхность, соответствующая габаритам выпускаемой на данном этапе продукции, чтобы избежать прогибов и преломлений. Место, где штабелируются готовые листы и упаковывается продукции для отправки на склад.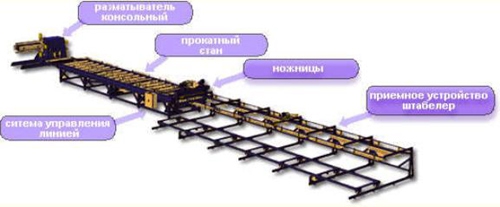
Преимущества: высокая производительность (около 1000 м2/смену), абсолютная геометрия листов и гофры в соответствии с требованиями ГОСТ, легкость в эксплуатации, возможность программирования, позволяющая выпускать листы любых параметров по спецзаказам, для обслуживания линии достаточно одного человека – все процессы автоматизированы.
Недостатки: высокая стоимость оборудования и ремонта, определенные требования к производственному помещению.
Изготовители, предлагающие оборудование для производства профнастила: Китай, Россия, Германия.
Стоимость автоматической линии – от 900 000 руб. Линии можно укомплектовать и дополнительным оборудованием, упрощающим процесс производства, но и соответственно, увеличивающим стоимость линии. Например, отрезные ножницы, запяточный стол, устройство для удаления обрезков и др.
Ручное оборудование для производства профнастила

Ручные станки используются на небольших производствах (выпускается около 400 листов за смену). Все операции выполняются вручную и требуют применения физической силы. Вся производственная линии состоит из одного стана, который представляет собой симметричные пары валов, установленные на станине. Путем механического нажатия валы опускаются и формируют на заготовке гофру, прокатывая лист.
Ручной стан для производства профнастила позволяет использовать только готовые оцинкованные листы. Подходит для штучного производства крыш: сначала гнут сборные элементы (коньки, фартуки), затем – затем листы, после все собирается с помощью крепежей.
Преимущества: экономия энергии, мобильность, неприхотливость в установке, быстрая окупаемость, возможность менять форму гофры, при неизменной высоте.
Недостатки: малая производительность, большое количество брака и некондиции (перекаты, двойное нанесение гофры) на каждый станок нужно минимум два оператора, окрашенный металл на ручном стане профилировать не рекомендуют, максимальная длина листа – 2 м, высота волны – до 15 мм, толщина стали – 1 мм.
Ручное оборудование для профнастила преимущественно отечественного производства. Покупают такие станы строительные компании для собственных нужд либо мелкие производители. Цена листогиба – от 70 000 руб.
Полуавтоматическое оборудование

«Золотая середина», которую предлагают преимущественно отечественные изготовители для удешевления производства больших объемов за счет использования ручного труда.
Комплектация:
размоточный стан; гильотина; нарезной стол; прокатный стан.Линия-полуавтомат работает по тому же принципу, что и автоматическая, только с обмотки резка осуществляется вручную. Производительность напрямую зависит от количества листов, нарезанных к прокату, может достигать 700 м2/смену. Цена – от 650 000 руб.
Преимущества: длина листа до 10 м, более низкая стоимость, чем у автоматической линии, включая ремонт и обслуживание.
Недостатки: для беспрерывного функционирования одной линии потребуется 3-4 специально обученных рабочих, ручная резка предполагает определенное количество некондиции и другие особенности «человеческого» фактора.
Полезное по теме:
Поделитесь статьей с друзьями: