

- Важливо знати
- Що потрібно для підготувати?
- особливості процесу
- інвертор
- Як самому зробити зварювальний апарат для проводів
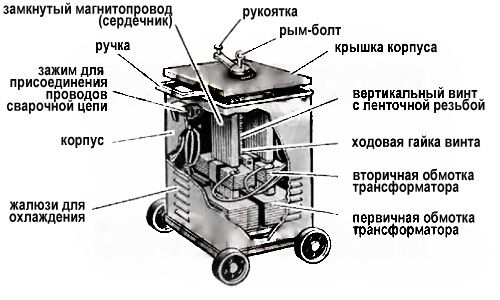
- Варіант 1. З трансформатора з тороїдальним стрічковим осердям
- Варіант 2. З лабораторного автотрансформатора ЛАТР-1,25
- Варіант 3. З силових трансформаторів мікрохвильових печей
- Пару слів про зварювальні апарати
- Принцип роботи апарату
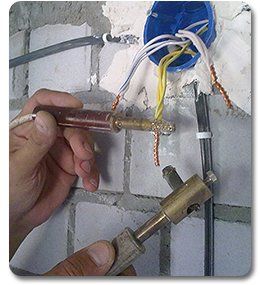
- Як правильно зробити і зварити скрутку
- Сварка алюмінієвих проводів
Найважливішою і відповідальної складової монтажу і збірки систем електропостачання є. Якісні і надійні контакти в місцях підключення елементів електричної мережі , Виконані відповідно, як цього вимагають норми Правил улаштування електроустановок (ПУЕ), є гарантом працездатності, довговічності, а найважливіше електро-і пожежобезпеки. У цій статті ми розповімо, як виконується зварювання проводів в розподільній коробці своїми руками.
Важливо знати
Найбільш простим і швидким способом вирішення питання про те, як з'єднати дроти, прийнято вважати, але в той же час скорочення жили представляють дуже низький ступінь надійності контакту. Клемники і обтискні пристрої, підвищують надійність монтажу, однак на кілька порядків поступаються такого способу з'єднання, як зварювання. При підготовці до електромонтажу, зважуючи всі «за» і «проти», однозначно варто відкинути сумніви і віддати перевагу цьому методу.
У людей, не обізнаних у питаннях електромонтажу, існує думка, що даний спосіб з'єднання є неприпустимо просунутим технологічним процесом, що вимагає високої кваліфікації виконавця і використання надскладного обладнання. Насправді, все дуже просто і доступно. Провести зварювання проводів своїми руками цілком під силу людині, що володіє найпростішими навичками поводження з електрозварювальних апаратом в домашніх умовах.
Питання дуже актуальне для нашого часу, починаючи з тих пір, як інверторні зварювальні апарати стали доступні для масового придбання. Інверторний сварочник дуже зручний і практичний, з низькою споживаної струмовим навантаженням і прийнятною вартістю, за що і заслужив популярність у домашніх майстрів. Як апарату можна використовувати саморобний пристрій, виконаний на базі понижувального трансформатора. Для людини, що володіє знаннями і володіє навичками в області електротехніки, питання, не представляє великої праці. Електромонтажні підприємства, що спеціалізуються на зварюванні використовують в своїй роботі спеціальні зварювальні апарати.
Що потрібно для підготувати?
Крім апарату для виробництва зварювальних робіт слід підготувати і мати в наявності все необхідне обладнання, матеріали та інструмент. Зварюються дроти за допомогою вугільних електродів. Для виготовлення провідникової продукції використовується мідь і набагато рідше алюміній. Для інформації, згідно з останніми вимогами ПУЕ, використання алюмінієвих жив перетином менше 16 мм 2 заборонено. Залежно від того, що доведеться зварювати - алюміній або мідь, підбирається склад флюсу, призначеного для хімічного розчинення оксидної плівки, що утворюється під час зварювання. У процесі підготовки кінців провідників і по ходу роботи знадобиться ніж і пасатижі, електроізоляційні матеріали.
До речі, альтернативний варіант -. Про те, як правильно спаяти жили, читайте в нашій статті!
особливості процесу
Перш ніж приступити до зварювання електричних проводів, слід налаштувати апарат. З огляду на, що зварюються провідники можуть бути різного перерізу, ток на аноді зварювального апарату треба підбирати з таким розрахунком, щоб не викликати перегрів з'єднуються жив або залипання електрода в точці з'єднання. Кінці провідників необхідно зачистити від ізоляції (оголені жили повинні мати довжину 5 мм) і з'єднати їх між собою, як це робиться при скручуванні. 
Попередньо обробивши скорочення оголені кінці флюсом, затискаємо їх пассатижами і кріпимо до них масу, електрод підноситься до торця скручування, яка повинна бути спрямована вниз, і утримується в такому положенні протягом від 0,5 до 2 секунд. Переконавшись, що в точці контакту утворився мідний або алюмінієвий кулька, припинити сварку. Після того, як з'єднання охолоне, провести зачистку наждачним папером від флюсу. Перед нанесенням ізоляційного покриття на зварені дроти рекомендується обробити це ділянка розчинником з наступним покриттям електроізоляційним лаком.
Категорично забороняється проводити з'єднання провідників, що знаходяться під напругою. Перед початком робіт, використовуючи пробник, необхідно переконатися в його відсутності. Для захисту очей, шкіри обличчя і рук від опіків при роботі обов'язково використовувати захисну маску і рукавички.
Технологія зварювання мідних проводів інвертором надана на відео:
Для алюмінієвих проводів існує альтернативний варіант зварювання - за допомогою газового пальника . У цьому випадку необхідно провести підготовку струмоведучих жил також, як для електрозварювання, за винятком обробки флюсом. Для роботи знадобиться сталевий прут перетином близько 2 мм. Місце з'єднання необхідно розігрівати газовим пальником до появи ознак плавлення в точці зварювання на торці скручування.

При плавленні рідкий алюміній обволікається своєрідним коконом, що складається з оксидної плівки, яка перешкоджає процесу з'єднання. Переконавшись, що алюміній розплавився, для завершення необхідно одночасно з прогріванням за допомогою сталевого прута зруйнувати утворився шар оксидної плівки, що забезпечить процес надійного зварювання.
Подобається (0) Не подобається (0)
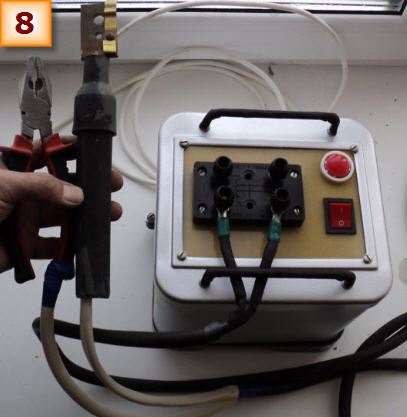
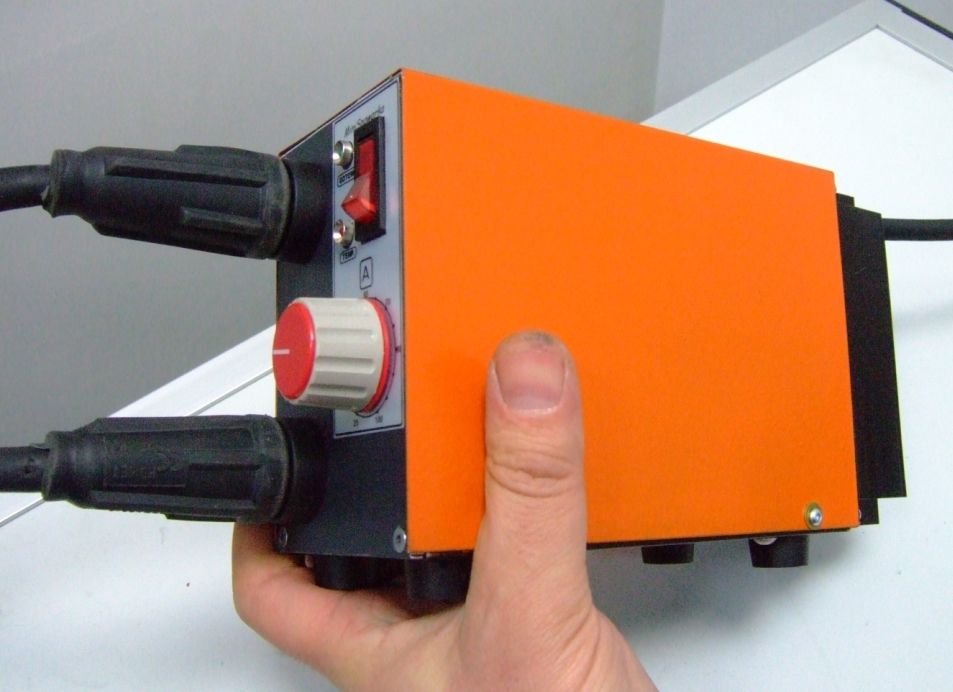
За мотивами мого сайту один з читачів прислав мені відео де він показував зроблений своїми руками зварювальний апарат для зварювання скруток електропроводки і демонстрував процес зварювання.
Його апарат-на фото зліва обведений червоним.
Подивився я на його виріб, подивився, подумав-потім ще раз посмотрел- і що то мені такий неудобняк стало за свій сварочник про який я розповідав в і показував на відео як він зварює ...
У Євгена (так звуть творця апарату) акуратно так зроблено. Корпус саморобний, вимикач встановив і т.д.
Все красиво, акуратно і практично, не те що у мене-дерев'яну основу і транс на саморезах ... кінцево просто і надійно, але як то душа зажадала дизайну і технологічності після зварювання Євгенія.
І вирішив я зібрати другий сварочнік- вдосконалений!
Пішов за своїми засіках шукати матеріали для нього. Куди ходив і де іскал- не скажу)))
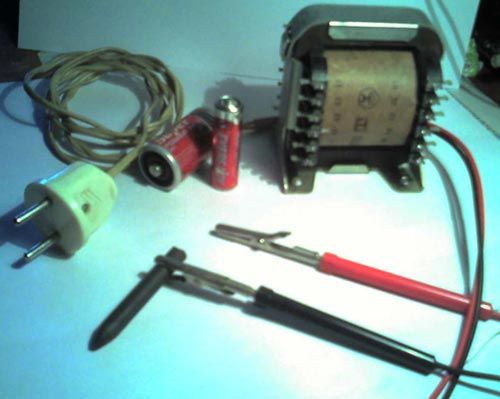
Коротше корпус пристосував від реле ДЗТ-11, трансформатор взяв марки ОСМ-1 потужністю 0,4кV * A з двома вторинними обмоткамі- на 22 і 42 вольта.
Що ще мені знадобилося: обрізок текстоліту, з'єднувальні проводи та кабелі, світлодіод на 220 вольт, клавішний вимикач (купив в магазині за 45 руб.), Клемний затиск, вилка для мережевого шнура (теж в магазині), два однополюсних виключателя- теж купив.
Ну і ще знайшов ремінець, що б зварювання на плече важити і дві металеві дугі- приробив їх потім на кришку.
Ось на фотографії (для збільшення натисніть на фото) видно всі матеріали:
І закипіла робота! Так, до речі, що я вирішив зробити.
Поставити вимикач що б відключати зварювання від мережі.
Потім вирішив зробити світлодіод, підключивши його безпосередньо на висновки первинної обмотки, що б контролювати наявність напруга на ній.
Потім подумав-так треба ж ще вторинні обмотки захистити від перевантаження!
Тому поставив два однополюсних автомата по одному на кожну обмотку.
Спочатку навіть лоханулся- встановив двополюсний, потім коли катувати зварювання начал- вийшло що при перевантаженні однієї з обмоток автомат.
Так що зробив два однополюсніка. Поставив 2 на 25 ампер. Коли відчував (закорочував обмотку і включав харчування зварювання) то на обмотці 42 вольта автомат спрацьовував, а ось на 22 вольта- транс димів, але автомат не відключався ...
Доведеться встановити 20-приміщення повинна бути захищена.
Зібрав я з переривамі- за 2 дні. В принципі якщо всі матеріали зібрати заздалегідь і приготувати інструменти, то можна і за півдня все зробити.
Подальше ноу-хау це я удосконалив затиски- для скручування і утримувач електродів.
Справа в тому, що на старій зварюванні вже виявилося слабке місце-"крокодили". В який затискався графітовий електрод дуже швидко Отжигают і ставав м'яким і вже погано фіксував електрод.
Я взяв мідну шинку з первинної обмотки трансформатора струму 0,4 Кв до неї вже якраз приварений мідний палять, зробив на ній зажим з латунної пластинки і закріпив все це в тримач.
Другим електродом зварювання, яким я торкався скручування при зварюванні служив сам провід від вторинної обмотки трансу, тобто ніякого затиску не було.
Іноді при зварюванні товстої скручування коли процес зварювання триває довго і навіть доводиться переварювати, скручування дуже нагрівалася, Отжигают і плавився ізоляція проводу.
Напрошувався висновок що потрібно якийсь тепловідвід, що б нагрівають не скручування, а затиск. Пристосував для цих цілей непотрібні плоскогубци- тобто затискати скрутку буду ними.
Приварив до ручки болт М5 і через шайби затиснув провід, потім заізолював ізоляційною стрічкою.
І грітися при зварюванні будуть в першу вони, а не частина скрутки, розташована між ізоляцією проводи і плоскогубцями.
При випробуваннях це все відмінно було видно- плоскогубці працюють чудово!
Ще я вирішив вивести виведення вторинних обмоток на кришку корпусу зверху, поруч з вимикачем і світлодіодом.
Це полегшить контроль за контактом затиску проводу і можна від'єднувати кабель при транспортуванні або в будь-який момент поміняти його на інший дріт.
У мене застосований кабель КГ в гумовій ізоляції, перетин 6 кв.мм, мені здається що буде тяжеловат- вирішив що попрацюю поки так, а потім якщо щось замінити недовго.
Пробував зварювати напругою 42 і 22 вольта, на 42 у мене сварка погано получалась- скручування відмовлялася плавитися, думаю що це через те, що ця обмотка слабенька.
Перетин дроту тонке і коли я при зварюванні давав на неї навантаження, то на обмотці відбувалося падіння напруги і струм падав, через що скручування і не зварювалася.
На обмотці з напругою 22 вольта процес зварювання відбувався без проблем. Зварював я графітовим електродом від пальчикової сольовий батарейки.













Чекаю на ваші коментарі! Що сподобалося а що ні, що б ви зробили інакше? Пишіть!
Дізнайтеся першим про нові матеріали сайту!
При заміні проводки все скрутки мідних проводів краще зварювати або пропоювати, таку зварювання я бачив навіть на алюмінієвих проводах в проводці будинку 1960 року побудови. Уже тоді будівельники знали про зварювання проводів ...
Багато напевно скажуть: А клеми типу Wago на що? На дворі 21-е століття!
Відповідаю відразу: поставив я ці "супер-клеми" при заміні проводки в квартирі, а коли включив електрочайник - така клема у мене сплавилася, мені це дуже не сподобалося, я навіть розібрав одну таку клему і побачив, що там контакт дуже тонкий.
Тому часом стара добра скручування буде надійніше за все цього сучасного "добра"!
У свій час звичайно були хороші клеми тупикові - вставляєш туди скрутку і гвинтиком затягуєш - виходить заізольовані і міцно зафіксовано - обалденная штука, але зараз вони повністю зникли з продажу. прикро
А чому ж зварювання мідних проводів краще пайки?
Паяти мідні дроти теж можна, але опір олов'яного припою в десятки разів вище, ніж у міді, все в принципі працює і на пайку, але при протіканні великих струмів, є ймовірність нагріву ділянки ланцюга з більшим опором. Хоча в більшості випадків електрики цим нехтують.
У підсумку я вирішив зібрати апарат для зварювання мідних проводів.
Конструкція апарату для зварювання скруток не остаточна, тому що за порадами хороших людей з форуму Chipmaker.ru є можливість ще поліпшити цей апарат.
Моїми цілями для даного апарату було:
- зварювання мідних проводів при ремонті квартири (алюмінієві варити не збираюся), тобто в межах однієї коробки в кожній кімнаті, тому довжину проводів 3 метри я порахував достатньою
- отримати якомога більше компактний апарат для зварювання скруток, тому я використовував корпус від БП комп'ютера і трансформатор від мікрохвильовки, який поєднує в собі малий розмір (чималу вагу) і велику потужність.
Отже, як збирався апарат зварювання проводів.
Я розібрав трансформатор від мікрохвильовки, розпилявши його болгаркою по місцях зварювання. Я не буду описувати це процес в подробицях, тому що це робили вже багато і багато разів, та хоч на YouTube можна відео знайти.
АЛЕ, зверніть увагу, що трансформатор від мікрохвильовки небезпечний для життя! Тобто його не варто включати в мережу для перевірки, поки не видалена вторинна обмотка, тому що на ній напруга порядку 2000В і він може вбити людину на відстані!
Загалом, транс був розпиляний, вторинна обмотка викинута, намотана своя обмотка мідним дротом на 6 мм кв., У мене влізло всього близько 16 витків, то чи транс був замалий, чи то я не дуже досвідчений мотальщік, ну да ладно, після включення трансу в мережу, я отримав напруга 14 вольт, що нормально для такої зварювання (потрібно 12-24В). Потім я склеїв сердечник трансу епоксидною смолою. На цьому роботи з трансформатором мікрохвильовки були закінчені.
Я встановив його в корпус, також я встановив туди 2 автомата на 16А (після досвіду першої зварювання, щоб знати максимальний струм споживання, він виявився 11А).
Чому не поставив двухполюсник?
А зібрав зварювання проводів з того, що було під рукою. Мій девіз: Спочатку використовуй, що без діла валяється, якщо звичайно, це не псує конструкцію
Провід на виході я використовував багатожильні мідні на 10 мм кв.
Один провід припаяв до висновку графітової щітки від потужного електродвигуна (на ринку можна знайти за 20-30 руб. Таку щітку). Держак для неї виготовив з ручки від напилка, в яку вставив деталь у формі заготовки ключа зі шматка стали 4 мм, тут, я так думаю якраз можна використовувати непотрібний ключ від квартири, де гроші лежать
"Ключ" я нагрів і вставив його в ручку від напилка, виготовив хомут з тонкої жерсті і притягнув їм щітку до ручки. А також я притягнув до держаком провід за допомогою звичайної стяжки (куди ж без неї в наші дні).
У графітової щітці я просвердлив дві ямки різних діаметрів скруток - так зручніше буде зварювати скручування, щоб крапля міді не намагалася зіскочити.
Другий зажим я зробив, як у всіх - з непотрібних плоскогубців.
Провід до них приєднував так.
Зняв одну ручку і сточив залізну частину під коло на 10 мм, на нього надів мідну шину на 10 мм, в інший кінець шини вставив провід і все це спаяв з допомогу флюсу для чорного металу, олова, паяльника і газового пальника (спочатку розігрів плоскогубці пальником , щоб потім паяти паяльником). З'єднання вийшло начебто міцне, ну а якщо буде відламана, потренуюсь ще раз в пайку Зверху надів 2 термоусадки, в результаті вийшло акуратно. В губах плоскогубців просвердлив 2 отвори на 3 мм і 5 мм, щоб було зручніше затискати скрутку.
Провід з трансформатором з'єднав за допомогою гвинтових клем на 30А здається ...
Спереду приробив індикатор живлення зеленого кольору, в кришці корпусу пропиляв вікно для автоматів, на кришку корпусу всередині приклеїв шматочки лінолеуму, щоб вона не деренчала - це допомогло. Ну і зробив ручку для зручного перенесення апарату зі старої дверної ручки.
А внизу в штатні отвори з різьбленням прикрутив ніжки від старої радянської апаратури.
Переваги та недоліки апарату зварювання проводів:
- апарат цілком добре варить, напруги вистачає для запалювання дуги і трансформатор від мікрохвильовки не гріється, але якщо у вас буде транс побільше, то краще мотати вторинну обмотку проводом на 10 кв мм.
- апарат вийшов дуже компактний, хоча не скажу, що він легкий, тому що трансформатор від мікрохвильовки важить зазвичай 3-5 кг
- апарату не вистачає вимикача, тому що важко відразу потрапити скруткой в ямку в графіті. Зручніше було б, спочатку вставляти в ямку скрутку, а потім включати зварювання, кнопку краще розташувати на держаку графітової клеми, думаю, я це реалізую в майбутньому ...
Корисні поради по зварюванню проводів:
- Як зробити хорошу клему - потрібно використовувати більший шматок графіту, наприклад щітку від потужного двигуна або щітку від тролейбуса, в ній свердлиться кілька ямок. У ці ямки потім вкладає скручування і тоді крапля буде рівною і красивою, а якщо варити електродом батарейки крапля виходить, але норовить зіскочити вниз. А також електрод від батарейки пристойно димить і смердить, мабуть, через різних домішок.
- Враховуйте що, при зварюванні мідних скруток буде дим, запах гаром і графітовий електрод іноді спалахує, так що зварювання краще виробляти з відкритим вікном.
- Краще занурювати скрутку в буру перед зварюванням і не перегрівати скрутку, тому що почне плавитися ізоляція проводів і мідь в місці зварювання стане крихкою.
- Не забувайте рівно відкушувати кінці проводів скручування, щоб вони були однієї довжини.
- Якщо виготовити дросель, то зварювання буде більш м'яко варити (це я ще випробують).
Загалом отримав відмінний апарат для зварювання скруток і море задоволення від його виготовлення.
А так чекайте апдейтів цієї статті, тому що апарат ще буде доопрацьовуватися ...
Фото зварювання мідних скруток:
Головний елемент для зварювання проводів - зварювальний апарат. Його можна купити готовим в магазині або зробити самому. Розглянемо обидва варіанти.
інвертор
Електронний зварювальний апарат заводського виготовлення. Його пряме призначення - зварювання металів. Він, без переробки, може бути використаний для зварювання проводів. Для цього в якості електрода треба використовувати графітові електроди.
На ринку представлена велика кількість інверторів за прийнятною ціною, малих розмірів і масою близько 3 кг, що дуже важливо для електриків, так як їм часто доводиться зварювати дроти під стелею, перебуваючи на високих сходах.
Принцип роботи інверторів наступний: спочатку ~ 220 В випрямляється, потім перетворюється в змінну напругу частотою 30 ... 100 кГц, далі подається на високочастотний трансформатор і після нього випрямляється до напруги близько 60 В, тобто зварювання здійснюється постійним струмом, при цьому "плюс" підключається до скрутці. Струм зварювання у них регулюється у великих межах, звичайно, від 20 А до 100 ... 250 А (в залежності від моделі). Для зварювання проводів регулятор струму зварювання інвертора необхідно встановити на ток 30 ... 60 А (підбирають експериментально).
Переваги інверторів: можливість регулювання струму в великих межах і зварювання скручування будь-яких діаметрів; малу вагу; прийнятна ціна. Електрики, зварюють ними скручування, швидко навчаються і задоволені якістю зварювання. Але інвертори також мають і мінуси - складність їх схеми і складність ремонту, необхідність берегти їх від підвищеної вологи, різких перепадів температур і злодіїв.
Як самому зробити зварювальний апарат для проводів
Трансформатор для такого апарату краще використовувати вже готовий, заводського виготовлення, або використовувати трансформатор з готової первинної обмоткою, а вторинну перемотати самому. Такі варіанти ми тут і розглянемо.
Фахівці стверджують, що в ідеалі трансформатор для зварювання проводів повинен мати потужність від 500 до 1000 Вт, перетин сердечника 25 мм 2, первинну обмотку -220 В, яка повинна бути намотана мідним (бажано з термостійкої ізоляцією) проводом ПЕВТ діаметром 1,5 ... 2 мм, вторинну обмотку з міді, перетином 15 ... 20 мм 2 і напругою (-18 ... 24) В.
Необхідно відзначити, що сварка буде працювати і при вихідних напругах (-12 ...- 24) В. Але -36 В забагато для такої зварювання. Якщо ви будете варити скрутку проводів великою напругою, скажімо, -36 В або -40 В, то скручування буде перегріватися, а мідь плавитися і розлітатися.
Тому фахівці рекомендують знизити напругу і збільшити струм зварювальної дуги . Для цього необхідно перемотати його вторинну обмотку, розділивши її рівно на 2 частини. Намотування, в такому випадку, рекомендується проводити в два дроти одночасно, а після з'єднати їх паралельно. Оптимальним струмом зварювання слід вважати такий струм, при якому електрод НЕ залипає, а дуга горить стійко. Якщо при зварюванні електрод прилипає до скрутці, то це ознака слабкого струму зварювальної дуги і недостатню потужність трансформатора.
Є й інший варіант вирішення проблеми - використовувати стандартні трансформатори з вихідним напругою -36 В. Можна збільшити довжину зварювальних проводів до трьох метрів. При зварюванні на цих проводах буде падіння напруги, і до скрутці додасться більш низьку напругу, близьке до оптимального. Але тут є "підводний камінь": трансформатор через слабкої потужності може не видати необхідний для зварювання струм.
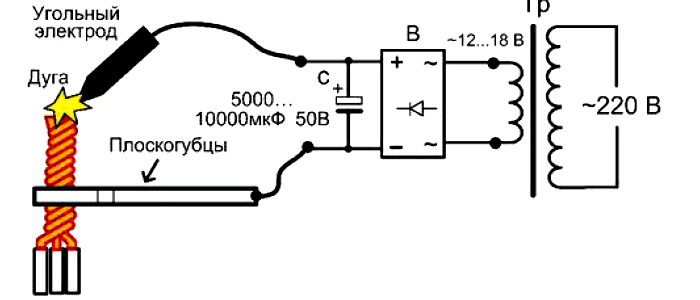
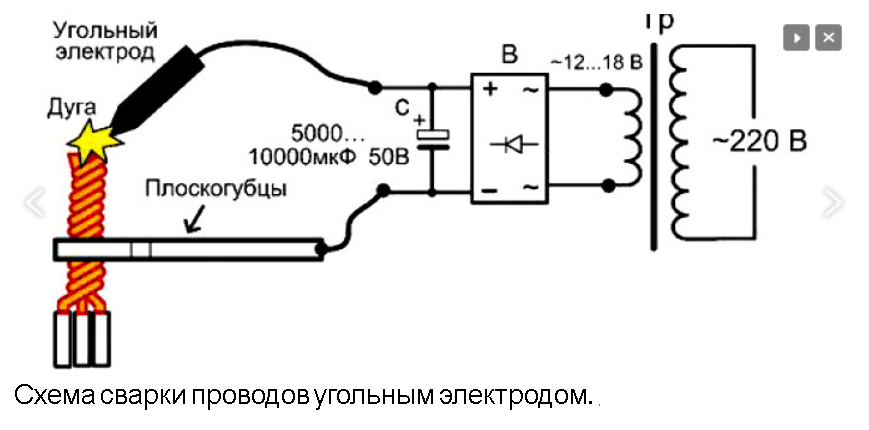
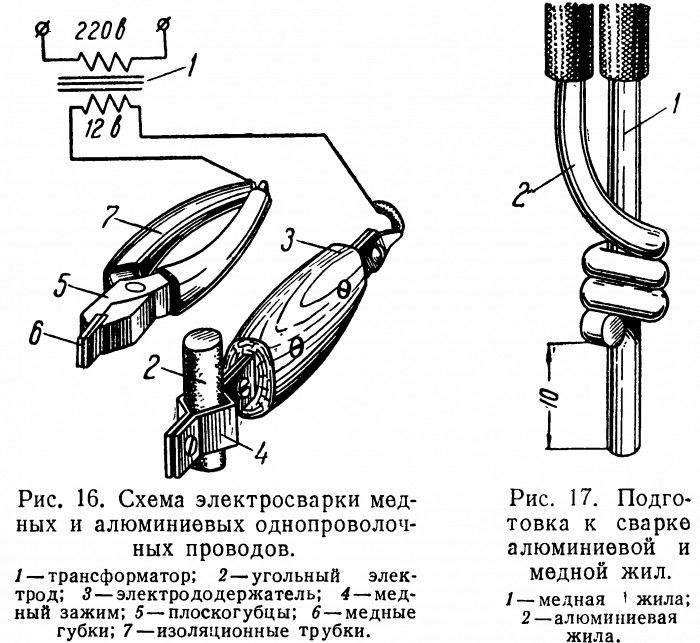
Є ще один варіант вирішення проблеми малої потужності зварювального трансформатора - встановити силовий мостовий випрямляч з конденсатором. Випрямний міст з допустимим струмом 90 ... 100 А встановлюють на радіаторі, а необхідну ємність електролітичного конденсатора 5000 ... 10000 мкФ можна набрати паралельним з'єднанням конденсаторів меншої ємності. "Плюс" прикладають до вугільного електрода . У цій схемі за рахунок заряду конденсатора легко запалюється дуга, яка триває 2 ... 3 с.
Відомо, що зварювальні трансформатори малої потужності при зварюванні сильно перегріваються, аж до появи диму. Щоб зменшити нагрівання, необхідно подавати на нього електроживлення тільки на час зварювання, охолоджувати вентилятором і робити перерви між зварюванням проводів.
Якщо ви вирішили самостійно намотати обмотки зварювального трансформатора, особливо його вторинну обмотку, то роботу слід проводити не поспішаючи, притискаючи виток до витка, що дуже важливо, так як при великих зварювальних токах витки від потужних змінних магнітних полів вібрують, їх ізоляція стирається, що може привести до короткого замикання. Саме з цієї причини рекомендується вторинну обмотку запивати електроізоляційним лаком, щоб, завмерши, він перешкоджав вібрації.
Якщо у вас немає потрібного перетину мідного дроту, обмотку можна мотати в 2 або 3 дроти паралельно. А під час намотування алюмінієвим дротом, його перетин необхідно збільшити в 1,5-1,7 рази. Багатожильні мідні дроти для вторинної обмотки можна купити в магазинах електротоварів.
Так як обмотки трансформатора знаходяться в нагрітому стані, то застосовувати для намотування дроту з поліхлорвінілової ізоляцією не можна (розплавитися), можна застосувати дроти в гумовій або гумовотканинної ізоляції. Первинна обмотка готового зварювального трансформатора повинна бути захищена запобіжником на 10 А.
Розглянемо можливі варіанти самостійного виготовлення зварювальних трансформаторів.
Варіант 1. З трансформатора з тороїдальним стрічковим осердям
При однакових характеристиках трансформатори з тороїдальним сердечником виграють у Ш-образних трансформаторів за габаритами і вагою в 1,5 рази, крім того, вони мають вище ККД. Для електриків, часто працюють під стелею, мала вага зварювального апарату має вирішальне значення.
Слід зауважити, що намотування тороїдальних трансформаторів пов'язана з труднощами: необхідно виготовити спеціальний човник, на який намотують дріт, а після цього човником намотують трансформатор. Тому я б рекомендував замовити виготовлення "тороида" на електротехнічному заводі, де їх якісно мотають на спеціальних верстатах. Їх фахівці допоможуть вам розрахувати перетин сердечника, кількість витків і діаметр мідного дроту, ви тільки робите замовлення.
Якщо ви вирішили самі виготовити свій апарат на "тороіде", то в якості межобмоточной і зовнішньої ізоляції можна застосувати фторопластову плівку ПЕТФ товщиною 0,01 ... 0,02 мм, лакоткань ЛШСС товщиною 0,06 ... 0,012 мм. Кількість шарів зовнішньої ізоляції 2-3 шари, після чого намотують первинну обмотку і запивають лаком, далі знову намотують 2-3 шари ізоляції, намотують вторинну обмотку мідним багатожильним проводом перетином в ідеалі 15 мм 2. Після вторинну обмотку заливають лаком і ізолюють лакотканиною або ізоляційною стрічкою на тканинній обмотці.
Варіант 2. З лабораторного автотрансформатора ЛАТР-1,25
Його пряме призначення - плавне ручне регулювання напруги змінного струму в межах 0 ... 260 В. Єдина обмотка ЛАТР-1,25 (рис.7) намотана на тороїдальним осерді. Випускаються ЛАТР різної потужності, для їх переробки в трансформатор для зварювання проводів підійде ЛАТР з мінімальною потужністю 1,25 кВт, його маса 6 кг. Схема ЛАТР-1,25 показана на ріс.а, а його зовнішній вигляд - на ріс.б.
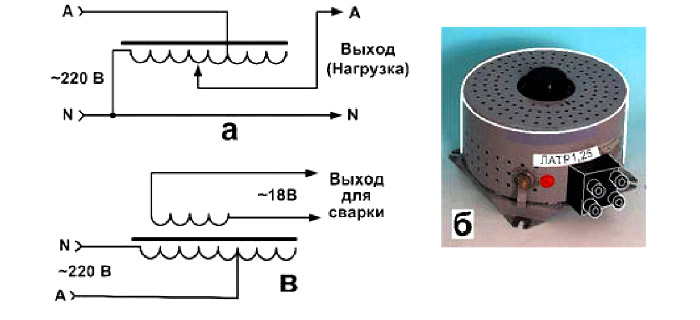
Для переробки автотрансформатора в зварювальний трансформатор для проводів, необхідно прибрати повзунок, який регулює напругу, і поверх первинної обмотки намотати вторинну обмотку. Для цього необхідно заізолювати первинну обмотку в 2-3 шари лакотканиною або, в крайньому випадку, бавовняної ізоляційною стрічкою. Далі намотують вторинну обмотку, в ідеалі, перетином 15 мм 2 і заливають лаком.
Кількість витків вторинної обмотки підбирають експериментально, наприклад: попередньо намотують 10 витків дроту (можна тонкого) в ізоляції і вимірюють на них напруга, далі обчислюють кількість витків на 1 В. Напруга вторинної обмотки має бути -18 В, можна і ~ 24 В. Роблять відвід на ~ 18 В.
Тут може виникнути питання "Де взяти дроти такого перетину, якщо є, скажімо, ПЕВ перетином 3 мм 2 (діаметром 2 мм)?". В такому випадку можна намотати паралельно 3-4 обмотки цього проводу, а після включити їх паралельно. Схема ЛАТР-1,25, переробленого в зварювальний трансформатор для зварювання проводів, показана на ріс.в.
Варіант 3. З силових трансформаторів мікрохвильових печей
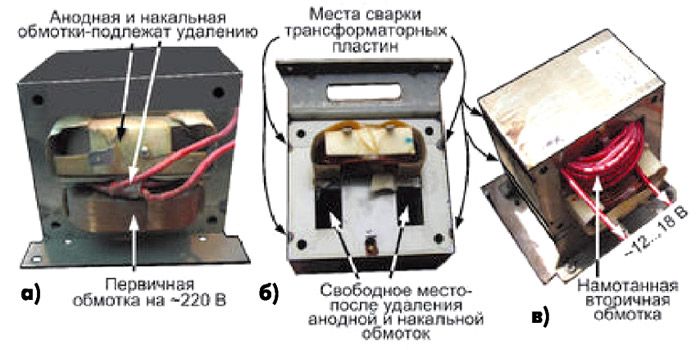
Потужність таких трансформаторів 0,7 ... 0,9 кВт, що цілком підходить для виготовлення зварювального трансформатора для проводів. Сердечник трансформатора в них Ш-подібний. На ньому намотані три обмотки: первинна на ~ 220 В і дві вторинних - накальная (кілька витків товстого дроту) і анодна на 2000 В.
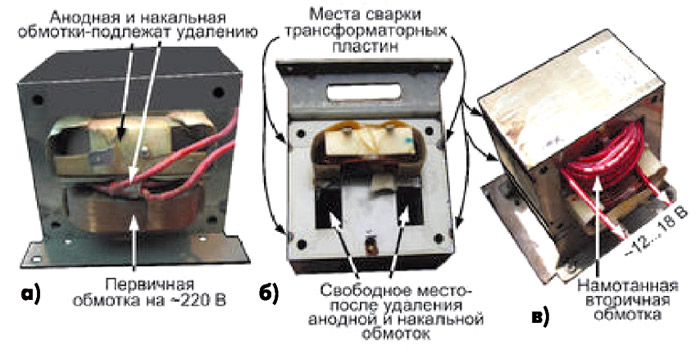
Силові трансформатори від мікрохвильових печей мають особливість. Пластини їх сердечника проварені (ріс.8,6), і розібрати їх, щоб дістатися до котушки обмотки, неможливо. Тому для їх переробки під зварювання проводів необхідно видалити (зрізати) обидві вторинні обмотки - і накальную, і анодний. Накальную обмотку видалити легко, а ось анодного необхідно зрізати ножівкою або болгаркою, причому з двох сторін (ріс.8,6).
Щоб не пошкодити первинну обмотку, необхідно між обмотками прокласти пластину. Після обрізки вторинної обмотки, її залишки вибивають дерев'яним стрижнем і молотком. Розмір вікна, звільненого від вторинної обмотки, у різних трансформаторів може відрізнятися, в залежності від моделі СВЧ печі, і зазвичай лежить в межах від 14 ... 18 мм в ширину і 28 ... 35 мм у висоту.
Намотування вторинної обмотки доведеться проводити через вікна в трансформаторному залозі (ріс.8,6), але попередньо необхідно визначити, скільки витків доводиться на 1 В, а після розрахувати їх кількість на ~ 18 В. Для цього будь-яким тонким проводом намотують 10 витків , далі вимірюють на них напруга і обчислюють співвідношення витків / вольт. Зазвичай воно знаходиться в межах 0,8 ... 1,2 В / виток.
Намотування вторинної обмотки необхідно виконати мідним дротом з максимально можливим перерізом для даного вікна трансформатора, наприклад 10 мм 2, або хоча б 8 мм 2. Знаючи довжину одного витка і їх кількість, обчислюють довжину проводу, відрізають необхідну довжину і виробляють намотування. Намотування проводу у вікні сердечника представляє певні труднощі, так як розмір вікна невеликої та в нього необхідно вкласти товстий провід. Намотування краще проводити вдвох.
На малюнку показаний один з варіантів вже намотанного трансформатора. Струм "холостого ходу" у трансформаторів від мікрохвильових печей становить 2 ... 3,5 А, і вже через 30 хв роботи на "холостому ходу" трансформатор нагрівається до 60 ... 70 ° С. У трансформаторах мікрохвильових печей пластини зварені між собою (ріс.8,6), для того щоб трансформатора не гудів.
З дозволених правил влаштування електроустановок (ПУЕ) найбільш надійним способом є точкова зварка торця скручування.
Пару слів про зварювальні апарати
Перевагою даного способу є злиття металу провідників, що виключає перехідний опір площі контакту, яке неминуче виникає при інших варіантах. зварене з'єднання не вимагає періодичного обслуговування, огляду та ремонту, і є найбільш довговічним.
Недоліком електрозварювання проводів є обов'язкова наявність зварювального апарату і спеціальних електродів. До того ж, електрик, щоб використовувати апарат для зварювання проводів, повинен володіти необхідною кваліфікацією і навичками.
Існують зварювальні трансформатори, апарати, станції і верстати, що здійснюють безліч видів зварювання металів. На виробництві широко застосовується дугове, точкова, плазмова, торсіонна, електронно-променева, ультразвукове зварювання , І інші, а також їх комбінації.

Апарат для зварювання проводів
З огляду на простоти використовуваних апаратів, серед електромонтажників набула найбільшого поширення дугова точкове електрозварювання скруток за допомогою вугільних і графітових електродів.

вугільні електроди
Незалежно від зварювальних металів ключовими параметрами для дугового електрозварювання є:
- зварювальний струм електричної дуги, вимірюваний в Амперах;
- напруга, необхідне для утворення дуги, що визначене в Вольтах;
- тип струму (змінний чи постійний).
Універсальні зварювальні агрегати мають регулювання вихідної напруги і струму, вони можуть застосовуватися для зварювання практично будь-яких металів, за умови використання спеціальних електродів і засобів захисту розплавленого металу від окислення.
Універсальний зварювальний агрегат
На практиці зварювання різних проводів, пластин, шинопроводів і інших струмопровідних елементів за допомогою універсального обладнання може здійснюватися тільки стаціонарно, на робочому місці поблизу громіздкого апарату. Такий електромонтаж зручний при складанні електрощитів та іншого електрообладнання, але абсолютно неприйнятний, наприклад, якщо потрібно зварювання мідних проводів в розподільній коробці або вступному щиті квартири.

Через те що для зварювання мідних або алюмінієвих проводів, використовуваних в електропроводці, застосовується менший зварювальний струм, ніж для зварювання сталевих конструкцій , То зварювальні апарати, застосовувані електриками, мають менші габарити і вага, що дозволяє досягати необхідної мобільності під час виконання електромонтажних робіт.

Апарат для зварювання проводів
Принцип роботи апарату
Існують спеціально розроблені компактні, легкі, переносні апарати для електрозварювання в електротехнічних цілях. Для зварювання мідних проводів використовується постійний струм прямоїполярності.

Інструменти для зварювання
Це означає, що на тримач електрода підключається «плюс», а на заземлення, який зварювальники називають «масою» подається мінус. Іноді деякі типи електродів, покритих міддю, вимагають зворотної полярності . Залежно від поперечного перерізу і кількості проводів змінюється зварювальний струм.
Як відбувається зварювання
Необхідне значення сили струму виставляється за допомогою регулятора. Залежно від типу апарату, регулюється його вихідна напруга, або обмежується струм дуги.
Регулятор для зміни струму
Дуже часто, коли говорять «зварювальні трансформатори», то мають на увазі пристрої, обладнані регулюванням сили струму з постійним вихідним напругою. Дане визначення є неточним, оскільки понижуючий трансформатор, який використовується в зварювальних апаратах, лише знижує напругу.
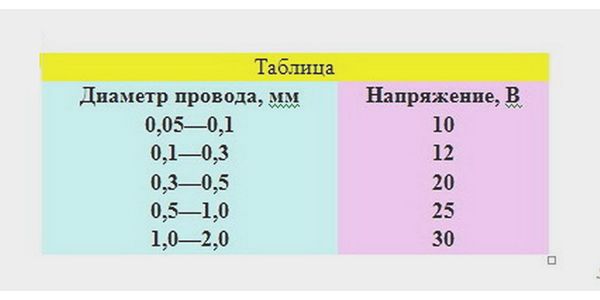
Таблиця вибору напруги для зварювання в залежності від перетину дроту
Випрямлення струму здійснюється доданими мостом і фільтром пульсацій, а регулювання додатковими компонентами.
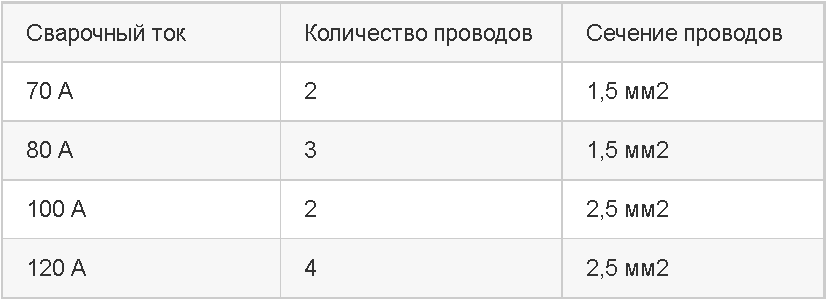
Таблиця вибору струму для зварювання в залежності від перетину дроту і їх кількості
Майстри електрозварювання, завдяки багатому досвіду, використовуючи один лише трансформатор, можуть зварювати дроти навіть зміннім Струм без регулювання, витримуючи потрібний час утримання дуги, яке визначається експериментально.
Трансформатори для зварювання проводів
Але зварювання змінним струмом дає найгірший результат, і потрібна чимала майстерність, щоб якість з'єднання не постраждало. Тому для новачків необхідний нормальний зварювальний апарат, щоб засвоїти ази електротехнічної зварювання, які будуть описані нижче.
Як правильно зробити і зварити скрутку
На відміну від монтажу залізних конструкцій, де переважає дугове зварювання безперервним швом, зварювання електричних провідників здійснюється після їх скручування.
Тому зварювальний агрегат електротехніка має інше поширена назва: "апарат для зварювання скруток». В обов'язковому порядку потрібно зачистити кабель від зовнішньої ізоляції на довжину 7-10 см., тому для застосування зварювання виступаючі з розподільної коробки кінці кабелів потрібно залишати довшими, ніж при інших видах з'єднань.
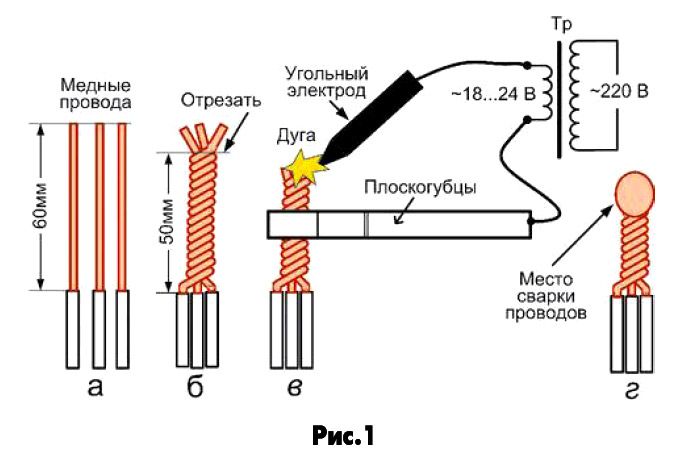
Провід зачищають на довжину 7 см, і з'єднують відповідно до схеми у вигляді скруток, які в підсумку будуть мати довжину близько п'яти сантиметрів.
Така відносно довга оголена частина провідників потрібна, щоб ізоляція не плавився при нагріванні металу під час електрозварювання. Кінець скручування обрізають кусачками, щоб вийшла рівна поверхня торця.
рівна скручування
Перш ніж приступити до зварювання, потрібно розглянути держатель електродів і затиск для заземлюючого проводу (маси). Тримач підключається за допомогою гнучкого багатожильного дроти до плюсової клеми апарату.

Затиск (маса) і електрод
Використовуючи саморобні зварювальні трансформатори, необхідно підбирати поперечний переріз проводу якомога більшою, при цьому довжина повинна бути оптимальною, щоб можна було дістати до розподільної коробки.
Саморобний зварювальний апарат
Конструкція держателя може бути довільною, головне, щоб затискати електрод надійно тримався. Для підключення маси використовують підпружинений затиск, в народі званий «крокодилом», або плоскогубці, з підключеним до них заземлюючим проводом.

Тримач (зажим)

електрод
Лівою рукою затискають масовий провід на скручування оголених провідників трохи нижче торця. Тримаючи держатель в правій руці, кінцем електрода торкаються до торця скручування на одну дві секунди.

Необхідно надіти захисну маску або хоча б окуляри. Хоч і під час електрозварювання проводів бризок практично не утворюється, після множинне вироблених точкових з'єднань, через ультрафіолетового випромінювання особа помітно почервоніє від засмаги.

Робота зі зварювальним апаратом
Сам момент зварювання дуже короткий. Але, щоб зробити зварювальне з'єднання хорошої якості потрібно добре потренуватися. Найпоширеніша проблема новачків - це прилипання електрода до зварюваного металу.
Щоб «спійматі» дугу, та патенти, віробіті рух, при якому торець електрода во время перпендикулярного торкання немного уходит в БІК, як бі чіркаючі по скрутці. Час утримання дуги залежить від струму і діаметра зварювальних проводів.

Фокусуючи погляд на торці скручування необхідно вловити момент, коли метал розігріється до червоного світіння і утворюється характерний кулька розплавленої міді. Свідченням доброї зварювання буде округла поверхня кульки і райдужні переливи на поверхні мідних провідників.

Скручування після зварювання
Потрібно дати охолонути самого місця точкової зварювання і скручування, яка помітно прогрівається, завдяки хорошій теплопровідності міді, через що не слід занадто довго тримати дугу, інакше ізоляція почне плавитися, про що буде свідчити характерний запах.

Після повного охолодження заварену скрутку ізолюють за допомогою термоусадочної трубки або ізоляційної стрічки.

термозбіжна трубка
Сварка алюмінієвих проводів
Подібним чином здійснювалася точкове зварювання алюмінієвих проводів із застосуванням спеціальних флюсів. Оскільки, згідно з ПУЕ, в побутової електропроводці заборонено застосовувати алюмінієві дроти, перетином менше 16 мм², то даний тип зварювання для початківців зварників-електротехніків зустрічатися практично не буде.

Оскільки професійні компактні зварювальні апарати з інвертором (імпульсним) є занадто дорогими, при наявності непотрібного заліза (муздрамтеатру старого трансформатора) можна спробувати самостійно виготовити трансформатор для електрозварювання.
Що потрібно для підготувати?
Що сподобалося а що ні, що б ви зробили інакше?
Чому не поставив двухполюсник?
Тут може виникнути питання "Де взяти дроти такого перетину, якщо є, скажімо, ПЕВ перетином 3 мм 2 (діаметром 2 мм)?