

Довідкова інформація
Процес каталітичного риформінгу бензинових фракцій (риформінгу бензинів) є одним з найважливіших процесів сучасної нафтопереробної і нафтохімічної промисловості. Процес риформінгу призначений для виробництва високооктанових компонентів автомобільних бензинів і для виробництва легких ароматичних вуглеводнів - бензолу, толуолу і ксилолов. Дуже важливим продуктом процесу риформінгу є водородсодержащий газ з високим вмістом водню, який використовується для гідроочищення широкого асортименту нафтових фракцій, для процесу гідрокрекінгу важких нафтових фракцій і інших гідрогенізаційних процесів.
Процес каталітичного риформінгу є складним хімічним процесом. Це обумовлено, перш за все, хімічним складом вихідної сировини процесу - різноманітних бензинових фракцій. До складу так званої широкої фракції бензину входить більше 150 вуглеводнів. Це вуглеводні трьох основних груп: парафінові вуглеводні нормального і изостроения, нафтенові вуглеводні з п'ятичленних і шестичленними циклами з однією або декількома заміщають алкільних груп і ароматичні вуглеводні, які зазвичай представлені бензолом, толуол, ксилол і незначною кількістю важчих алкилбензолов. Серед парафінів переважають вуглеводні нормальної будови і монометілзамещенние структури. Нафтени представлені гомологами циклопентана і циклогексану.
Наукові основи процесу каталітичного риформінгу були підготовлені роботами російських вчених. Так ще в 1911р. Н.Д. Зелінським була показана можливість дегидрогенизации шестичленних нафтенових вуглеводнів при температурі вище 300 ° С над платиновим і паладієвих каталізаторами кількісно, практично без побічних реакцій. У тому ж році дегідрогенізаціі нафтенових вуглеводнів при контакті їх з оксидом металів здійснили В.Н. Іпатов і Н. Довгелевіч. У 1936р. в СРСР одночасно в трьох лабораторіях була відкрита реакція безпосередній дегидроциклизации парафінових вуглеводнів в ароматичні. Б.Л. Молдавський і Г.Д. Камушер в ГІВДс здійснили дегидроциклизации парафінів на оксиді хрому при температурі 450-470 ° С. В.І. Каржёв, М.Г. Северьянова і А.Н. Сіова у ВНІГІ спостерігали реакції дегидроциклизации парафінів на меднохромовом каталізаторі при температурі 500-550 ° С. Б.А. Казанський і А.Ф. Плате в МГУ показали можливість дегидроциклизации парафінових вуглеводнів в присутності платинованого вугілля при температурі 300-310 ° С.
Основою процесу каталітичного риформінгу бензинів є реакції, що призводять до утворення ароматичних вуглеводнів. Це реакції дегідрування шестичленних і дегідроізомерізаціі п'ятичленних нафтенових вуглеводнів, дегидроциклизация парафінових вуглеводнів. Крім того, другий за значимістю в процесі каталітичного риформінгу є реакція ізомеризації вуглеводнів.
Поряд з изомеризацией п'ятичленних і шестичленних нафтенов ізомеризації піддаються парафінові і ароматичні вуглеводні. Істотну роль в процесі відіграють реакції гідрокрекінгу парафінів, що супроводжуються газоутворенням. При каталітичному риформінгу протікають також реакції розкриття пятичленного кільця нафтенов з утворенням відповідних парафінових вуглеводнів.
Типи установок риформінгу бензинових фракцій
В даний час важко знайти завод, технологія переробки нафти на якому не передбачала б каталітичного ріформірованія. Розвиток процесу каталітичного риформінгу було обумовлено тривалою тенденцією зростання октановим чисел товарних бензинів на тлі поступової відмови від використання тетраетилсвинцю, як октанозбільшуючої добавки, а також зростанням попиту на ароматичні вуглеводні. Таким чином, каталітичний риформінг міцно зайняв місце базового процесу сучасної нафтопереробки.
Еволюція процесу полягала в збільшенні глибини перетворення сировини, селективності ароматизації вуглеводнів і стабільності роботи каталізаторів. За весь період використання процесу вихід ароматичних вуглеводнів і водню (цільові продукти) збільшився більш ніж в 1,5 рази, а межрегенерационного цикл роботи каталізатора - в 4 рази. Цих результатів досягнуто, перш за все, за рахунок розробки нових каталізаторів, які спричинили за собою вдосконалення технології процесу. Змінилося, щонайменше, три покоління каталізаторів, неодмінним компонентом яких завжди залишалася платина. Прогрес в технології процесу висловився в зниженні робочого тиску більш ніж в 10 разів (з 4,0 до 0,35 МПа) і розробці нового типу реакторних пристроїв безперервного риформінгу (системи CCR).
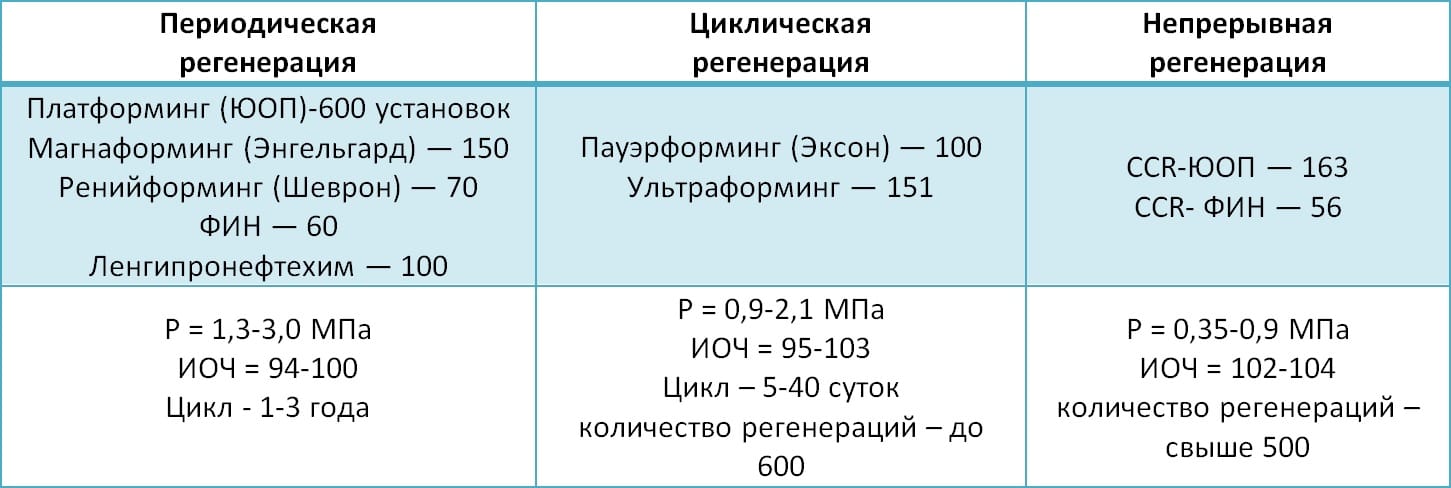
Технологічне оформлення процесу каталітичного риформінгу визначається за способом проведення регенерації каталізатора. Переважна більшість установок риформінгу описують трьома різновидами технологій: полурегенератівний, циклічний і процес з безперервною регенерацією каталізатора. Найбільша кількість установок працює по полурегенератівному варіанту. Наприклад, платформинг фірми ЮОП ліцензований приблизно на 600 установках, магнаформінг фірми Енгельгард здійснюється більш ніж на 150 установках, процес ренійформінг фірми Шеврон використовується більш ніж на 70 установках, нарешті, технологія Французького інституту нафти ліцензована більш ніж на 60 установках світу. У Росії практично всі установки каталітичного риформінгу (за винятком трьох - в Уфі, Нижньому Новгороді і Омську) працюють в полурегенератівном варіанті.
Технологічні параметри роботи установок риформінгу по полурегенератівному варіанту: тиск-від 1.3 до 3.0 МПа, температура-від 480 до 530˚С, октанове число (ІОЧ) коливається від 94 до 100, вихід риформата від 80 до 88% мас. Межрегенерационного цикл роботи каталізатора становить від року до трьох років.
Второй тип технології - циклічний - пріменяется в основном на заводах США і характерізуется более жорсткими умовами проведенія процесса (давленіе 0.9-2.1 МПа, температура 505-550˚С) і, як наслідок, небольшімі межрегенераціоннимі цікламі (від 40 до 5 діб). Октанове число риформата (ІОЧ) - від 95 до 103. Каталізатор до повного відпрацювання може витримувати до 600 регенерації. До циклічного варіанту відноситься процес пауерформінг фірми Ексон (близько 100 установок) і ультраформінг фірми Амоко Ойл Ко (~ 150 установок).
Нарешті, третій тип технології каталітичного риформінгу є процес з безперервною регенерацією каталізатора. Дана технологія найбільш прогресивна, тому що дозволяє працювати в кращих термодинамічних умовах (тиск - 0.35-0.9 МПа, температура-до 550˚С) без зупинки на регенерацію (міжремонтний пробіг установок риформінгу досягає 3-х років і більше) і досягти максимального октанового числа риформата (ІОЧ = 102-104).
Перша установка запущена за ліцензією фірми ЮОП в 1971 році, в 1983року експлуатувалося 35 установок, а в даний час працює 163 установки (в тому числі 40 з тиском 0,35 МПа) за ліцензією ЮОП і 56 установок за ліцензією Французького інституту нафти.
Класифікація промислових установок риформінгу
У Росії переважна більшість установок каталітичного риформінгу відноситься до класу полурегенератівного типу. Установки каталітичного риформінгу складаються з двох блоків. На першій стадії вихідна сировина піддається попередній гідроочистки бензинових фракцій з метою практично повного видалення присутніх в ньому домішок органічних сполук сірки, азоту, кисню, хлору та ін., Які є отрутами для каталізаторів, що використовуються в процесі каталітичного риформінгу. На другій стадії гидроочищенних сировину піддається безпосередньо каталітичного риформінгу.
Спрощена принципова схема блоку каталітичного риформінгу представлена на рис. 1.

Сировина - стабільний гидрогенизат з блоку, де відбувається гідроочищення бензинових фракцій надходить на прийом сировинного насоса Н-1, який подає його в трійник змішання на змішання з циркулюючим водородсодержащим газом (ВСГ), що надходять з викиду циркуляційного компресора ЦК-1. Суміш сировини і ВСГ в теплообміннику Т-1 підігрівається газопродуктовим потоком, що виходить з реактора Р-3, підігрівається в першій секції печі П-1 і надходить в реактор Р-1, потім підігрівається в другій секції П-1, проходить реактор Р-2 , потім проходить третю секцію печі П-1 і проходить в реактор Р-3. Газопродуктовая суміш після реактора Р-3 віддає частину свого тепла газосирьевому потоку в теплообміннику Т-1, охолоджується в повітряному холодильнику ВХ-1, у водяному холодильнику Х-1 і надходить в газосепаратор С-1. Тут відбувається відділення водородсодержащего газу від рідкого продукту - нестабільного каталізата. Водородсодержащий газ з сепаратора С-1 направляється на видалення надлишкової вологи в адсорбер А-1 (або мине його по байпасу) і надходить на прийом циркуляційного компресора ЦК-1, який знову подає його на змішання з сировиною.
Надлишок ВСГ направляється на блок гідроочищення бензинових фракцій або в водневе кільце заводу. Нестабільний каталізата з сепаратора С-1 підігрівається в теплообміннику Т-2 потоком стабільного каталізата і надходить в середню частину колони К-1 на стабілізацію - відділення розчинених в ньому газоподібних вуглеводнів. Верхи колони К-1 виводяться легкі вуглеводні до бутанов включно. Пари охолоджуються і конденсуються в повітряному холодильнику ВХ-2 і водяному холодильнику Х-2 і надходить в ємність зрошення Е-1. Рідкий продукт з Е-1 надходить на прийом насоса Н-2, який подає його в якості холодного зрошення на верхню тарілку колони К-1. Балансовий надлишок виводиться на ДФУ або в парк у вигляді рідкого газу. Несконденсировавшиеся гази з ємності Е-1 скидаються в паливну мережу.
Стабільний каталізата риформінгу виводиться знизу колони К-1, проходить теплообмінник Т-2, охолоджується в повітряному холодильнику ВХ-3, водяному холодильнику Х-3 і прямує в парк в якості готового продукту. Підведення тепла в низ колони К-1 здійснюється циркуляцією частини стабільного каталізата через піч П-2 під нижню тарілку колони. Для компенсації винесення частини хлору з поверхні каталізатора схемою передбачена дозована подача розчину хлорорганічних з'єднання на вхід першого або в кожен з реакторів. Для підтримки водно-хлорного балансу в зоні каталізу передбачається дозована подача води в реакторний блок, включаючи можливість подачі окремо в кожен реактор.
Для виконання операції осернением каталізатора в пусковий період схемою передбачається дозована подача в реакторний блок розчину сероорганических з'єднання. Схемою передбачена також подача в кожен реактор хлорорганічних з'єднання для виконання операції реактивації каталізатора риформінгу.
Таблиця 2. Установки риформінгу для виробництва бензину (за типовими проектами)
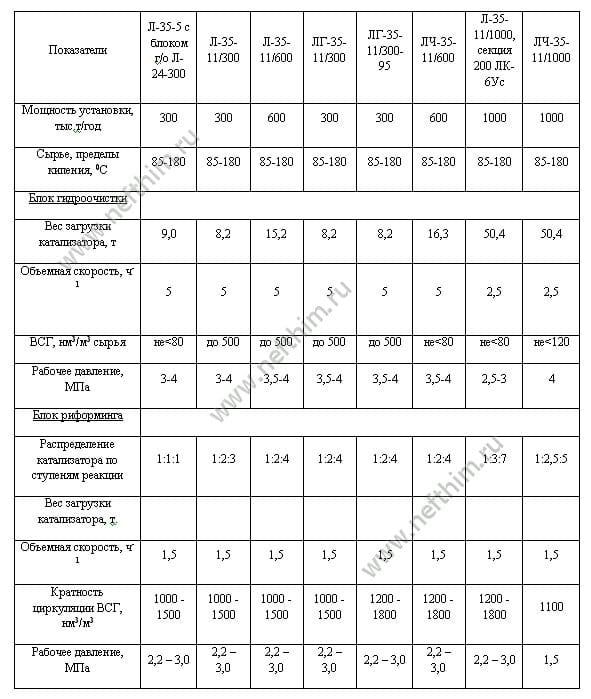
Установки каталітичного риформінгу, призначені для виробництва компонента автомобільного бензину, складаються з двох основних блоків - блоку, де відбувається гідроочищення бензинових фракцій і блоку риформінгу. Винятком є установка Л-35-5 / 300, яка, будучи первістком промислових установок риформінгу, спочатку була спроектована у вигляді самостійного блоку каталітичного риформінгу. Ця установка працює в комплексі з окремою типовий установкою гідроочищення Л-24-300.
Таблиця 3. Установки каталітичного риформінгу для виробництва ароматичних вуглеводнів (за типовими проектами)
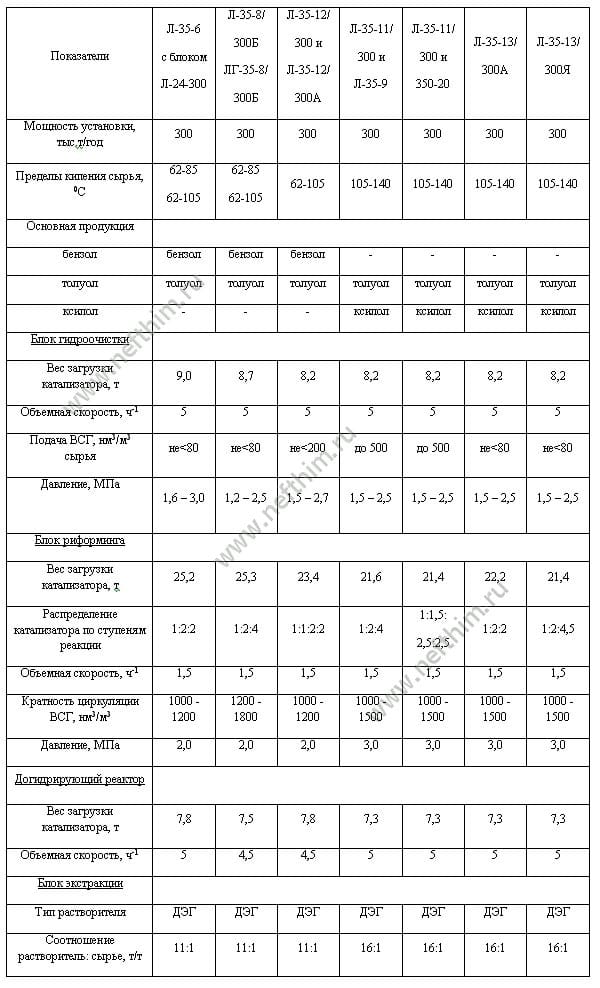
Значно більш складний технологічний комплекс являє собою установка каталітичного риформінгу, призначена для виробництва ароматичних вуглеводнів. У цей комплекс крім блоку гідроочищення і блоку риформінгу входить також блок екстракції ароматичних вуглеводнів з каталізата риформінгу і блок чіткої ректифікації для поділу ароматичного екстракту з отриманням ароматичних вуглеводнів товарного якості. У табл. 2. представлена коротка характеристика основних типів установок риформінгу, призначених для виробництва компонента автомобільного бензину. У табл. 3. представлена коротка характеристика типових установок риформінгу, призначених для виробництва ароматичних вуглеводнів. Представлені дані характеризують установки за матеріалами типових проектів.
Таблиця 4. Обсяг системи установок риформінгу

У табл. 4 дані обсяги систем блоків гідроочищення і риформінгу. Ці дані необхідні для розрахунків витрат водородсодержащего газу і технічного азоту на період пуску установок і регенерації каталізатора. Принципові технологічні схеми блоку, де відбувається гідроочищення бензинових фракцій і риформінгу практично ідентичні. Але є деякі відмінності, які полягають в основному в аппаратурном оформленні окремих вузлів установок, перш за все, вузлів стабілізації нестабільного каталізата риформінгу. Для установок, призначених для виробництва високооктанового компонента автобензину характерно збільшення виробничої потужності по переробляється сировини з 300 тис. Т / рік до 600 тис. Т / рік і до 1000 тис. Т / рік, що диктувалося необхідністю збільшення виробництва високооктанових автомобільних бензинів. Всі установки, призначені для виробництва ароматичних вуглеводнів, мали однакову продуктивність - 300 тис. Т / рік по сировині. Установки, розраховані на переробку високонафтеністого сировини, мали реакторні вузли, що складаються з чотирьох реакторів - чотирьох ступенів реакції. Це установки типу Л-35-12 / 300, Л-35-12 / 300А і Л-35-13 / 300А. Решта установки цього роду мали реакторні вузли з трьох ступенів реакції.
каталізатори риформінгу
В процесі каталітичного риформінгу використовуються каталізатори, основою яких є платина, рівномірно розподілена на носії - оксиді алюмінію, промотувати хлором (в окремих випадках фтором). Природа активної поверхні каталізаторів риформінгу базується на моделі біфункціонального їх дії, запропонованої в 1953р. Маілсом. Диспергована на поверхні носія платина є каталізатором реакцій гідрування-дегідрування, а носій - спеціальні суміші оксид алюмінію - каталізатором реакцій кислотно-основного типу - ізомеризації, циклізації, крекінгу.
Новітніми дослідженнями, виконаними останнім часом, було виявлено, що частина високодисперсною нанесеною на носій платини за своїми фізичними, адсорбційним і хімічними характеристиками не відповідає характеристикам металевої платини. Ця платина отримала назву електронодефіцітной і позначається символом Ptσ на відміну від металевої платини, яка позначається символом Pt˚. Характерною особливістю електронодефіцітной платини є її здатність утворювати міцну хемосорбціонних зв'язок з молекулами води. За цією ознакою всі поверхневі атоми платини на каталізаторі розрізняються на два стани: Pt˚ і Ptσ. Ця ж риса електронодефіцітной платини дозволяє оцінювати її кількість на поверхні каталізатора.
Головною характерною особливістю електронодефіцітной платини Ptσ є її висока активність в реакції дегидроциклизации парафінових вуглеводнів - основоположною реакції процесу каталітичного риформінгу бензинових фракцій. Швидкість реакції дегидроциклизации парафінових вуглеводнів за участю платини Ptσ в десять-п'ятнадцять разів вище за швидкість за участю металевої платини Pt˚. Електронодефіцітная платина Ptσ входить до складу поверхневих комплексів PtClxOyLz, що є продуктами сильного взаємодії попередника платини з поверхневими групами і дефектами γ- або η-оксидів алюмінію, що є основним носієм каталізаторів риформінгу. Характерними ознаками стану Ptσ є гранична дисперсність, іонні стану платини, наявність лігандів L, пов'язаних з носієм, відсутність зв'язку Pt-Pt, висока стійкість до спікання. Встановлено лінійна залежність між константою швидкості дегидроциклизации парафинового вуглеводнів і змістом платини Ptσ в каталізаторі, що дає підставу віднести Ptσ до активних центрів ароматизації парафінів, що володіють комплексом властивостей, які обумовлюють високу активність і селективність дії в складній реакції дегидроциклизации парафінових вуглеводнів.
Розроблені технології приготування сучасних каталізаторів риформінгу спрямовані на отримання каталізаторів з максимальним вмістом електронодефіцітной платини Ptσ. Найбільш активні і стабільні сучасні промислові каталізатори містять в своєму складі до 55% Ptσ від загального змісту платини в каталізаторі.
Більшість промислових каталізаторів риформінгу приготовлено з використанням в якості носія γ-Al2O3, що володіє більшою термічною стабільністю.
Для посилення і регулювання кислотної функції оксид алюмінію промотують Галоїди - фтором або хлором. Фторсодержащие каталізатори використовуються дуже обмежено, у випадках, коли процес риформінгу здійснюють без попередньої гідроочищення сировини або при високій вологості. Абсолютна більшість каталізаторів риформінгу приготовлені на основі хлорованого оксиду алюмінію. Перевагою каталізаторів, приготовлених на хлорованої оксиді алюмінію, є можливість регулювання вмісту хлору на поверхні каталізаторів, а, отже, і рівень їх кислотності, безпосередньо в умовах експлуатації. Це пояснюється тим, що хлор є рухомим промотором, він має слабкий зв'язок з поверхнею носія і легко заміщується гидроксилами води.
Кількість хлору на поверхні оксиду алюмінію визначається рівновагою реакції:
Ця обставина привела до необхідності під час експлуатації підтримувати над поверхнею каталізатора цілком певну концентрацію парів води, при якій в каталізаторі міститься оптимальна кількість хлору, і яке, як правило, знаходиться в межах 0,9-1,2 мас. %. Вміст хлору на поверхні каталізатора є функцією мольної відносини вода: хлор в зоні реакції, питомої поверхні Al2О3 і міцності утримування хлору на каталізаторі.

Висока роль хлору в створенні активної поверхні каталізатора, в створенні поверхневих комплексів, що забезпечують стабільну роботу каталізаторів в жорстких умовах процесу. Поверхневі комплекси мають приблизний склад PtσnClxOyLz, де σ = 2; n≥1; x + y + z≤4; в якості лігандів L можуть бути іони S, вуглеводневі радикали (вплив реакційного середовища).
Нарешті, без хлору неможливо відновлення високої дисперсності платини на носії в період реактивації платинових каталізаторів.
В даний час в промисловій практиці використовуються модифіковані бі- і поліметалічні каталізатори риформінгу, приготовані на хлорованої оксиді алюмінію, в яких поряд з платиною містяться інші елементи періодичної системи. Модифікаторами для каталізаторів риформінгу є реній, олово, титан, германій, іридій, свинець, цирконій, марганець.
Основною перевагою модифікованих поліметалічних каталізаторів риформінгу є їх висока стабільність, що виражається в тому, що зниження активності в умовах процесу відбувається значно повільніше, ніж у монометалевих платинових каталізаторів.
Оскільки основною причиною дезактивації каталізаторів риформінгу в циклі реакції є їх закоксовиваніє, підвищення стабільності при введенні модифікуючих металів пов'язано з впливом на процес коксоотложеній. Характер цього впливу, його механізм залежить від природи застосовуваного модифікатора.
У промисловій практиці процесу риформінгу найбільшого поширення набули алюмоплатіновие каталізатори, модифіковані ренієм - платінореніевих каталізатори, в окремих випадках з добавками третього компонента.
Інформація даного розділу наведено виключно в довідкових цілях. Інформацію про продукцію та послуги ТОВ "НВП Нафтохім" Ви знайдете в розділах « розробки »І« послуги ».