Интернет журныл о промышленности в Украине


Как выбрать сварочный инвертор и правильно вести эксплуатацию?
Опубликовано: 06.09.2018

Процесс сваривания металлических деталей является неотъемлемой частью современных способов строительства, ремонта, реставрационных работ и прочего. Бытовые и профессиональные устройства для ведения сварки становятся обыденной частью в домашнем наборе инструментов.

Сварочный инвертор необходим для сваривания металлических деталей.
Наиболее часто встречаемый метод соединения деталей — это электродуговая сварка. Ранее она велась при помощи трансформаторов и выпрямителей. В последние годы получают распространения инверторные устройства. Как выбрать сварочный инвертор для ведения планируемых работ с металлом? Для этого необходимо выяснить некоторые отдельные технические подробности устройства подобных агрегатов.
Сварка электродом для чайников (Часть 1)
Принцип работы сварочного инвертора и его глобальное отличие от классических аппаратов
Традиционный сварочный аппарат для ведения электродуговой сварки представляет собой громоздкий силовой трансформатор, Его основное назначение — это преобразование входящего тока с переменным напряжением 220 В в напряжение, отвечающее требованиям сварочного устройства. Как правило, это напряжение холостого хода трансформатора и он равняется 60-70 В.
Сравнение сварочных аппаратов Tekhmann TWI-300 D и TWI-355 Т

Сварочный инвертор по сравнению со сварочными аппаратами имеет компактные размеры.
Сварочный инвертор состоит из ряда определенных электрической схемой цепей. Принцип работы такого устройства следующий. Поступающий ток бытовой электросети выравнивается выпрямителем. Затем происходит фаза инвертирования тока в специальном модуле. Постоянный ток преобразуется в переменный с частотой колебания от 20 до 100 кГц. Затем происходит снижение напряжения токов высокой частоты в специальном трансформаторе до значений холостого хода, величина его равно 50-60 В, а сила тока при нагрузке может достигать 140-200 А.
На завершаемом этапе происходит выпрямление электрического тока, который имеет необходимые параметры. Основное преимущество инверторного аппарата в том, что трансформация токов высокой частоты позволяет обойтись без применения громоздких Опубликовать Просмотреть Статус: Черновик Видимость: Открыто Рубрики Все рубрики Часто используемые Инструменты Без рубрики Изделия Процесс Robots Meta index, follow index, nofollow noindex, follow noindex, nofollow Миниатюра записи Задать миниатюру HeadSpace Заголовок страницы: Описание: 346 remaining Keywords: силовых трансформаторов. В результате чего масса готового аппарата такого типа меньше, чем трансформаторного эквивалентной мощности.
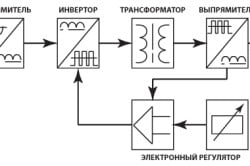
Схема работы сварочного инвертора.
Система электронного управления силовой частью схемы позволяет формировать качественные выходные вольт-амперные характеристики, которые значительно упрощают процесс ведения сварки. Этот факт является одним из преимуществ инверторного устройства над трансформаторным.
При проведении сварочных работ с помощью классического трансформатора происходят значительные возмущения и просадки в электрической сети. Особенно это проявляется в момент розжига дуги. То есть в момент касания электродом поверхности свариваемой детали происходит мгновенный бросок тока в электросетях, что нередко приводит к выведению электрических приборов из строя. Инверторный источник лишен этого недостатка и позволяет его использовать в обычной домашней электросети. Практически все выпускаемые сварочные аппараты такого типа снабжены управляющей электроникой, которая позволяет вести работы даже неопытному оператору. В частности, это касается следующих дополнительных функций, которых нет в трансформаторных источниках:
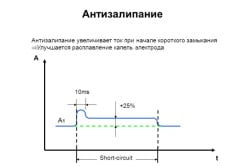
Схема антизалипания электрода.
система легкого розжига (горячий старт) — подается повышенное напряжение в момент розжига дуги; функция антизалипания электрода (реализуется путем ослабления тока при коротком замыкании); система обратной связи (позволяет корректировать выходные параметры тока с учетом допустимой просадки электрической сети).Подобные преимущества сварочного инвертора предусматривают значительное усложнение его конструкции по сравнению с трансформаторным аппаратом. Выпрямители, инверторный модуль, управляющий микропроцессор, силовые ключи должны соответствовать определенным стандартам качества, в противном случае инверторное устройство для сварки не сможет удовлетворять требуемым запросам. Как правильно выбрать сварочный инвертор в современном разнообразии моделей? Для этого необходимо понимание физических процессов во время работы оборудования и доскональный анализ паспортных данных понравившихся аппаратов.
Типы сварочных инверторов
Покупка сварочного устройства осуществляется либо профессиональным сварщиком, либо человеком, для которого сварка — это хобби. В первом случае покупатель достаточно четко знает, какие типы и модели инверторов его интересуют. Обыватель, который задумал приобрести аппарат и научиться варить, должен представлять основные виды электродуговой сварки и конкретные типы устройств для каждого вида сварки.

Схема MMA сварки.
Среди сварочных инверторов на рынке силового оборудования представлены следующие разновидности инверторов:
аппараты ММА сварки (предназначены для ручной электродуговой сварки); аппараты TIG (для сварки неплавящимся вольфрамовым электродом в аргоновой среде); аппараты класса MIG и MAG (полуавтоматы для сваривания проволокой в среде защитного газа); профессиональные полуавтоматы (для выполнения сменных заданий при производстве).Для бытовых задач обычно приобретаются инверторы ММА, позволяющие вести сварку электродом в открытой среде. Защита дуги в этом случае осуществляется при помощи специального покрытия электрода, которое сгорает и создает защитный слой. Это классическая сварочная схема, проводимая ранее при помощи трансформаторов.

Для работы сварочным инвертором необходимо выбрать правильную толщину электрода.
Выбор инвертора должен включать в себя предполагаемую нагрузку при будущих работах и область использования. Это обусловлено тем, что выходные параметры прибора должны соответствовать требуемым условиям работы. Желательно, чтобы эти параметры рассчитывались не из максимально возможных значений тока, а из усредненных. В дальнейшем это позволит эксплуатировать инвертор в номинальном режиме. Нужно учитывать возможность конкретного аппарата работать с электродами нужного диаметра. Для этого надо знать или предполагать, какие детали и какой максимально возможной толщины будут свариваться. В большинстве случаев, которые встречаются на бытовом уровне (в условиях дачных, гаражных работ), достаточно использования электродов диаметром 3-4 мм. Поэтому выбор аппарата должен учитывать долговременную работу такими электродами. Тем не менее важен и минимальный сварочный ток, который способен давать инвертор. Это продиктовано возможностью сваривать тонкий металл.
Типовые характеристики
Примерные значения выходного тока инвертора и возможность работы электродами различного диаметра:

Таблица диаметра электродов в зависимости от величины тока .
сварка электродом 2 мм требует ток 20-70 А; сварка электродом 3 мм требует ток 70-140 А; сварка электродом 4 мм требует ток 120-180 А.Представленные данные могут варьироваться в небольших пределах и зависят от индивидуальных задач.
Исходя из приведенных значений, рекомендуется выбирать устройство, которое может выдавать максимальный ток около 140-160 А. Меньшие значения тока не позволят вести полноценную сварку толстых деталей, не будет должного прогрева, сварочный инвертор будет работать на пределе своих возможностей. Более мощные виды источников предназначаются для очень больших объемов работ, их использование в быту не всегда оправдано.
Известные производители инверторов всегда указывают, кроме основных параметров, такую важную характеристику, как продолжительность включения (ПВ), измеряемую в процентах. Данная величина показывает соотношение времени работы в режиме возбуждения дуги и времени простоя под холостым напряжением. Например, указано ПВ 6,5%, это означает, что инвертор из 10 минут может работать 6,5 минут и 3,5 минуты должен отдыхать (остывать). Эту величину обычно указывают при номинальном сварочном токе, при максимальном токе ПВ может сокращаться. Здесь следует указать на систему защиты от перегрева, то есть при критическом нагреве силовых радиаторов происходит отключение аппарата.
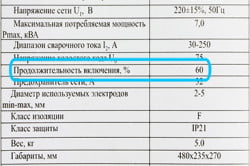
Производители сварочных инверторов должны указывать в документах продолжительность включения аппарата.
Важный параметр при покупке сварочного устройства — это допустимые колебания напряжения в электрической сети. Под этим подразумевается интервал изменения напряжения, при котором не происходит каких-либо значительных отклонений в выходных значениях тока. Погрешности бытовой сети корректируются микропроцессором. Достойные модели инверторов позволяют вести сварку без существенных изменений при падении напряжения до 180 В. Здесь нужно отметить, что большинство инверторных источников сварочного тока позволяют работать и при более низком напряжении, но в этом случае падает выходной ток, качество сварки ухудшается или исчезает возможность проводить работы электродами диаметром 3-4 мм. Но это нивелируется самой способностью вести сварку при низком напряжении и ветхих электрических сетях.
Выбор конкретной модели устройства
Выбор конкретной модели устройства должен учитывать следующие нюансы:
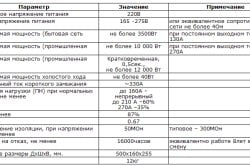
Таблица требуемых технических характеристик для сварочного инвертора.
обязательно берется во внимание бренд, под которым продается техника, и его происхождение (глобальный фактор в дифференциации от подделок); соответствие понравившейся модели предполагаемым нагрузкам и объемам работ; наличие в паспорте инверторного аппарата всех параметров тока, включая величину (ПВ), от этого зависит скорость проведения работ; наличие подходящего сервиса; анализ собранной информации о подобной технике у опытных сварщиков; возможность использования при минусовых температурах (важный показатель).Покупка сварочного инвертора должна предусматривать возможное воздействие пыли. Внутреннее устройство прибора имеет встроенный вентилятор для охлаждения силовых элементов, это может приводить к всасыванию пыли. Избыточное количество пыли, оседающее на электронных печатных платах, способно привести к замыканию и порче сварочного источника.
Прежде чем выбрать инвертор из какой-то линейки определенного бренда, необходимо изучить документацию на товары других производителей, при этом желательно произвести пробный сварочный процесс.
Серьезные магазины, которые торгуют сварочным оборудованием, создают в процессе тестирования аппарата искусственно заниженное напряжение сети, чем демонстрируют способность источника к работе в неблагоприятных ситуациях.
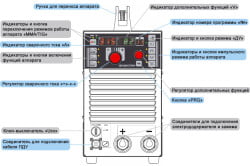
Схема панели сварочного инвертора.
Выбирать инверторную аппаратуру нужно обязательно с учетом будущих работ. Примерные рекомендации по загруженности сварочных источников:
эпизодические работы в быту (приваривание петель, ремонт металлического забора, заваривание трещин) — можно ограничиться инвертором с выходным током до 140 А и ПВ 30-40%; систематическое использование (сварка водопровода бытового назначения, сборка каркасных конструкций на даче, возможная резка толстого металла до 6 мм, гаражные работы) — предпочтение отдается источникам с током 160 А и ПВ 40-60%; очень частая эксплуатация (мини-мастерские, автосервис, оказание услуг) — в этом случае выбирают аппарат с током не менее 200 А и ПВ 60% и более.Нужно тщательно дифференцировать инвертор от трансформаторного источника, так как простота конструкции последнего определяет выдерживание значительных перегрузок и эксплуатацию в любых климатических условиях, включая особо пыльные места. Инверторные устройства имеют в своей конструкции полупроводники и транзисторные схемы, у которых есть ограничения для работы в холодных условиях. Если оборудование имеет низкий ПВ и ведется жесткое использование, то срок службы устройства будет сокращен.
Основные аспекты покупки
Определяющими факторами при выборе оборудования являются расчет загрузки, которая позволит использовать инвертор при номинальных токах, и производственная организация, выпускающая подобные источники сварочного тока, комплектуемые качественным силовым и электронным оборудованием.
Яркая реклама дополнительных функций, таких как антизалипание, легкое зажигание дуги, автоматическое отключение при перегреве, не несет объективной информации, поскольку любой источник инверторного типа предполагает наличие этих схем.
Комплектация длинными сварочными кабелями, держателями электродов и щитками должна вызывать сомнение в качестве оборудования, так как солидные производители торгуют непосредственно силовой техникой в отдельных поставках.