Интернет журныл о промышленности в Украине


Электроды по алюминию: как варить правильно?
Опубликовано: 22.02.2019

Достаточно часто возникает потребность варить алюминий . Данный материал обладает высокой электро- и теплопроводностью, относительно легкой массой, и его сплавы имеют отличные механические свойства. Но сварка алюминия — достаточно трудный процесс. Не каждому под силу его осуществить.

Схема полуавтомата для сварки алюминия.
Но следует учитывать и правильные электроды по алюминию, как варить его правильно.
Особенности работы с алюминием
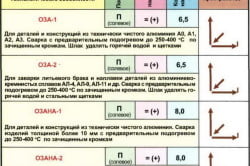
Таблица характеристик электродов для сварки.
Электрод по алюминию что получилось?
Варить алюминий достаточно трудно, так как он имеет определенные свойства:
Поверхность алюминиевых листов имеет окисную пленку, которая начинает плавиться только при температуре в 2044° С, а вот сам металл начинает «работать» при температуре в 660° С. Сделать цельный шов на алюминии достаточно тяжело из-за того, что данный металл легко окисляется, за счет чего образуется тугоплавкая пленка на каплях. Поэтому при работе с данным металлом необходимо позаботиться о том, чтобы в окружающей среде не было воздуха. Для этого используется электросварка с применением аргона. При сварке алюминий очень сильно растекается, поэтому во время процесса необходимо помнить о теплоотводящих подкладках. Когда алюминий электродами сварится, то образовываются кристаллизационные трещины. От этого швы значительно слабеют. Такие расколы образуются из-за того, что в составе алюминия присутствует кремний. А поры образуются из-за водорода, который при нагревании также покидает металл. Во время сварки швов возникает такой дефект, как деформация формы в процессе затвердения. Это происходит из-за того, что данный металл имеет высокий показатель линейного расширения. Для металлообработки алюминия нужен ток, который больше в 1,5 раза, нежели нужен для сварочных работ с другими сталями. Хотя если сравнивать температурные показатели для плавления, то алюминиевый металл имеет более низкую температуру. В состав алюминия также могут входить неизвестные сплавы. А это, в свою очередь, может привести к затруднениям с выбором электродов и режимов.Как варить алюминий правильно?

Схема дуговой сварки.
Сегодня есть три основных варианта сварочных работ по алюминию:
Режим AC TIG, предназначенный для сварки в среде инертных газов, осуществляется вольфрамовым электродом. Режим DC MIG предназначен для среды инертных газов, но уже осуществляется полуавтоматом с автоматической подачей проволоки. Режим ММА, во время которого сварка происходит покрытыми плавящимися электродами и при отсутствии защитного газа.В первую очередь следует помнить, что для выполнения качественной сплавки алюминия необходимо позаботиться об оксидной пленке. Для этой цели используется постоянный или переменный ток, но с обратной полярностью. Таким образом, возникает катодное распыление, под воздействием которого пленка разрушается. Если же ток будет прямополярным, то это никакого эффекта не даст.
Как лучше подготовить алюминий?

Схема аргонно-дуговой сварки алюминия.
Перед тем как приступать к сварочным работам, алюминиевая поверхность должна быть тщательным образом подготовлена к этому процессу. Для этого следует выполнить ряд работ.
В первую очередь стыки поверхности и поверхность в целом обезжириваются и очищаются. На поверхности свариваемого алюминия не должно остаться никакой грязи, масла или жира. Для такой цели используют ацетон, уайт-спирит, авиационный бензин или какой-либо другой аналогичный растворитель.
Может возникнуть необходимость разделать кромки. Это производится в том случае, если толщина листа алюминия превышает 0,4 см. В остальных же случаях металл оставляют таким, какой он есть. Но есть случай, когда алюминий покрыт электродами, тогда его не трогают, если он не толще 2 см. Если же предстоит иметь дело с алюминием тоньше чем 1,5 мм, то следует позаботиться об отбортовках.
Далее удаляется оксидная пленка. Для этого при помощи наждачной бумаги, напильника или металлической щетки (диаметр проволоки не больше 0,15 мм) края сплавляемых деталей (на расстоянии в 2,5-3 см) зачищаются.
Метод сварки алюминия при помощи штучных покрытых электродов

Основные характеристики покрытых электродов для сварки алюминия.
Режим ММА предназначен для сварки, где дело имеется с металлом толще 4 мм. Но данный режим имеет ряд негативных моментов, а именно:
При таком варианте работ шов имеет не очень высокое качество, так его поверхность будет иметь пористость. К тому же во время электросварки наблюдается сильное разбрызгивание металла, что тоже не очень безопасно. После окончания проведения работ образовавшийся шлак очень тяжело счищается, а если от него не избавиться, то на поверхности алюминия образуется коррозия.Но при всем этом покрытыми электродами работают как по обычному алюминию, так и с его компонентами. Раньше для сварочных работ применяли электроды марки ОЗА-1 и ОЗА-2, но сегодня на их замену пришли УАНА и ОЗАНА. Данные электроды разработаны для всех видов сплавов алюминия. Первым электродом работают с металлом технической чистоты, а вторым — с алюминиево-кремнистыми сплавами.
При сварке алюминия в режиме ММА следует применять постоянный ток с обратной полярностью. При этом на 1 мм диаметра электрода должно идти 25-30 А тока.
Чтобы достичь оптимального качества сварки, металл разогревается как минимум до 250-300° С. Но если используются детали более массивного характера, то этот показатель возрастает до 400° С. Процесс подогрева и постепенного охлаждения способствуют получению хорошей плавкости материалов с использованием ослабленного тока. Также такой метод работы не приводит к образованию кристаллических трещин и уменьшает коробление. Если иметь дело с крупногабаритными деталями, то лучше применять локальный нагрев.
Следует знать, что сварочные работы алюминиевым электродом осуществляются в 2 раза быстрее по сравнению с другими, так как они быстрее плавятся. Вследствие этого скорость сварки увеличивается.
В случае обрыва дуги кратер и рабочий конец электрода получают слой шлака.
А он уже будет мешать «поджигать» дугу. Специалисты советуют, чтоб избежать такой неприятности, вся сварка должна проводиться одним махом, без перерывов, в пределах одного электрода. Причем работы по алюминию не требуют колебаний электродом поперечного типа, как делалось бы при работах со сталью.
Чтобы поспособствовать повышению качеству шва, оконченный стык очищается от шлака, промывается горячей водой и зачищается при помощи стальной щетки. Таким образом, из всех микротрещин удалится мусор, который в дальнейшем мог бы привести к коррозии.
Так как покрытые электроды и сварка ими имеют много неприятных особенностей, такой способ применяют достаточно редко. Взамен ему отдают предпочтение аргонной сварке.
Метод электросварки вольфрамовым электродом в среде инертных газов
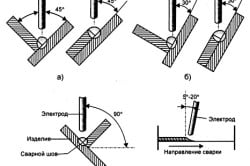
Положение электрода при сварке.
Режим AC TIG пользуется большой популярностью. Такой способ обеспечивает высокие показатели по прочности, и шов имеет очень эстетичный вид.
Для осуществления такой металлообработки берутся тунгстеновые электроды (сечение — от 1,6 мм до 5 мм) и специальные присадочные прутки (сечение — от 1,6 до 4 мм).
Для достижения качественного эффекта используется аргон или гелий. Главное, чтобы оба газа были максимальной чистоты. Оксидную пленку разрушает дуга, питающаяся переменным током. Во многом на качество проводимых работ влияют правильно подобранное оборудование и его комплектация.
Для правильной плавки металла необходимо соблюдать угол наклона в 70-80° между поверхностью и электродами, а 90° наклона нужны электроду и присадочной проволоки. Необходимо контролировать, чтобы длина дуги была не больше 1,5-2,5 мм.
При правильной сварке горелка идет за присадочным прутком, а не впереди. Таким образом, гарантируется защита шва. Присадочный пруток работает возвратно-поступательными движениями. Ни в коем случае нельзя использовать поперечные движения.
Чтобы был отвод тепла, применяют стальную или медную подкладку, которые выполняют роль радиатора. Сварочная ванна используется маленьких размеров. Во время сварки сварочный ток и инертный газ должны иметь прямо пропорциональный расход.
Аргон подается на 5 секунд раньше, чем поджигается дуга, и выключается на 7 секунд позже, после того как она потухла.
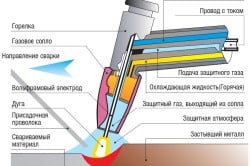
Метод электросварки алюминия полуавтоматом
Сварка алюминия постоянным током.
Режим DC MIG выполняется с применением специального импульсивного аппарата, который помогает справиться с оксидной эзерфолью при помощи импульса высокого напряжения. Такой способ имеет высокий уровень качества шва, так как во время плавления капли алюминия «вбиваются» в сварочную ванную. Но стоимость такой аппаратуры очень высока.
Для выполнения MIG-сварки необходимо помнить о следующих технических особенностях:
Сплавы алюминия и его сплавы не терпят постоянного тока с прямой полярностью. Если в рукаве будут наблюдаться сопротивления, то алюминиевая проволока будет завиваться в петли, так как она мягче, чем стальная. Для избегания такой неприятности необходимо запастись четырехроликовым механизмом подачи, коротким рукавом и тефлоновым вкладышем для него, который способствует снижению сопротивления. Чтобы алюминиевая проволока не застревала в токосъемнике, лучше всего подбирать наконечник, диаметр которого будет превышать размер отверстия. Как альтернатива есть специальные токопроводящие наконечники с маркировкой «Al». Не следует забывать о правильной скорости подачи алюминиевой проволоки, чтоб она не успевала полностью расплавиться. Алюминий — очень мягкий металл, поэтому плавление у него происходит значительно быстрей, нежели у стали.Следует помнить, что какой бы режим ни был выбран, марка проволоки должна подбираться под рабочий материал. Чтобы осуществить всю работу качественной, желательно изначально ознакомиться не только с технологией сварки алюминия , но и со всей аппаратурой, которую придется применять во время этого процесса.