Интернет журныл о промышленности в Украине


Точечная пайка
Опубликовано: 06.09.2018
В различных областях применяется точечная сварка для аккумуляторов своими руками. Характеристики устройств на рынке между собой отличаются. Современные аппараты стоят дорого, и приобрести их проблематично. Для того чтобы определиться со сборкой, необходимо в первую очередь ознакомиться с существующими типами устройств.
Выделяют контактные, а также конденсаторные модификации. К основным параметрам устройств относится мощность, перегрузка, выходное сопротивление. Также модификации производятся с функциями быстрого старта, прерывания и защиты.
Конденсаторная сварка
Конденсаторная точечная сварка для аккумуляторов своими руками делается из дипольной катушки. Непосредственно трансформатор подбирается с контактными триодами. В первую очередь при сварке устанавливается переходник. Для замыкания контактов придется воспользоваться сварочным инвертором. Многие эксперты рекомендуют не использовать конденсаторы большой емкости.
Блок тиристора крепится возле держателя. Для замыкания системы применяются походные резисторы. Далее, чтобы собрать аппарат (контактная точечная сварка для аккумуляторов) своими руками, потребуется тестер. При включении устройства важно замерить предварительно сопротивление на входных контактах. Данный параметр обязан лежать в пределах 30–40 Ом.
Особенности контактной сварки
Контактная точечная сварка для аккумуляторов своими руками собирается довольно просто. Многие эксперты рекомендуют применять высоковольтные шкатулки. Резисторы устанавливать можно только после переходника. В данном случае блок расширителя должен выдерживать напряжение в 300 В. Если верить экспертам, то модулятор при сборке не потребуется. Решить проблему с повышенным напряжением можно при помощи простого диодного резистора. Реле у многих модификаций применяется коммутируемого типа.
Параметр проводимости на выходе в среднем составляет 5 мк. Далее, чтобы сделать аппарат для точечной сварки аккумуляторов своими руками используется простой держатель со сдвоенным переходником. Для подключения регулятора применяется сварочный инвертор. Также стоит отметить, что эксперты не советуют использовать переходники с компараторами. В этом случае показатель перегрузки на реле значительно возрастет.
Модификация из микроволновой печи
Точечная сварка для аккумуляторов своими руками из микроволновки делается довольно просто. Первым делом надо вынуть из модели излучатель. Трансформатор для сборки целесообразнее применять на 20 Вт. Некоторые эксперты рекомендуют конденсаторный блок использовать небольшой емкости. Также стоит отметить, что при сборке важно применять стабилитрон. Как правило, он подбирается с переходником контактного типа. Параметр проводимости на выходе должен составлять не менее 4 мк. Далее, для сборки модификации своими руками, берется усилитель с триодом.
Для установки этих элементов потребуется обычный сварочный инвертор. Однако перед пайкой триода проверяется выходное сопротивление на катоде. Данный параметр не должен превышать 40 Ом. Контакторы при сборке довольно часто применяются полупроводникового типа. В установке они весьма просты. Некоторые припаивают их сразу за стабилитронами.
Инструкция по сборке модели на 3-А
На 3-А точечная сварка для аккумуляторов своими руками собирается довольно просто. В первую очередь подбирается волновой трансформатор. Реле применяется только с резиновой обкладкой. Довольно часто трансиверы используются однополюсного типа. Показатель перегрузки у них должен быть как минимум 300 Н. Усилители в этой ситуации для сборки применяются довольно редко. Также стоит отметить, что при складывании аппарата своими руками необходимо использовать конденсатор на 4 пФ.
Контакторы в этом случае применяются с полевыми транзисторами. Найти их в магазине довольно проблематично. Однако данные элементы всегда возможно заменить линейными аналогами. Параметр сопротивления на входе у них не превышает 44 Ом. Регуляторные коробки для горячего старта применяются диодного типа. Компараторы при сборе модификации на 3-А не потребуются. В конце работы останется только зафиксировать держатель аппарата.

Устройство на 10-А
На 10-А точечная сварка для аккумуляторов своими руками складывается только на базе волнового трансформатора. Если верить экспертам в этой области, то переходник необходимо припаять в первую очередь. Конденсаторы высокой емкости использовать запрещается. Также стоить отметить, что у многих модификаций имеется два триода. После установки трансивера припаивается конденсаторная коробка.
Далее, при сборке аппарата своими руками, устанавливается компаратор. Модификации однопереходного вида встречаются очень редко. Держатели используются с ручками и без них. Триоды довольно часто монтируются без стабилитронов. Также стоит отметить, что в наше время являются более популярными модификации с поворотными регуляторами.
Самодельный аппарат на 15-А
На 15-А точечная сварка для аккумуляторов своими руками делается довольно просто. С этой целью расширитель применяется дипольного типа. Однако в первую очередь при сборке используется контактный переходник. Конденсаторная коробка устанавливается за расширителем. Также стоит отметить, что модели низкоомного типа применять не рекомендуется. После установки переходника ставится трансформатор.
Далее, чтобы сделать аппарат на 15-А своими руками, берется катушка. Довольно часто она используется с двумя переходниками. Чтобы сделать катушку своими руками, берется небольшая трубка. Контакторы устанавливаются на накладках. Тиристор для сборки модификации целесообразнее применять регуляторного типа.
Стабилитроны на аппараты устанавливаются довольно редко. Некоторые эксперты рекомендует применять только полевые транзисторы. Однако у них очень малый показатель проводимости и есть проблемы со стабилизацией выходного тока.

Устройства с триггерами КУ 202
С триггерами КУ 202 точечная сварка для аккумуляторов своими руками делается при использовании волновых трансформаторов. Перед сборкой модели важно заготовить катушку, а также расширитель. Многие эксперты не рекомендуют использовать дешевые конденсаторы малой емкости. Держатели устанавливать на аппарат необходимо в последнюю очередь.
Также стоит отметить, что после установки переходника берется стабилизатор. Припаивать его необходимо возле регулятора. С этой целью надо применять сварочный инвертор. Диодные транзисторы в данном случае устанавливаются довольно редко. Модификации с триодами также не пользуются большой популярностью. Держатели часто применяются с изоляторами.
Модификации серии DR 101
Сделать модификацию этой серии можно на базе трансивера либо волнового трансформатора. Мощность устройства должна в среднем составлять 300 Вт. При этом перегрузка будет зависеть от проводимости резисторов. Конденсаторная коробка устанавливается в первую очередь. Для работы с регулятором понадобится сварочный инвертор.
Расширитель в этой ситуации подбирается с усилителем либо без него. В первом случае модель будет способна работать в непрерывном режиме, однако, у нее будут сильно перегреваться конденсаторы. Если не применять усилитель, то этой проблемы не будет. Трансивер целесообразнее устанавливать за обкладкой. Изолятор у аппаратов этой серии не используется. Особое внимание при сборке устройства важно уделить держателям. Зажимы для них необходимо подбирать небольшой высоты.

Устройства серии DR 102
Сделать модификации данной серии довольно просто. В первую очередь эксперты рекомендуют заняться установкой расширителя и конденсаторной коробки. Катушка в данном случае применяется только с одним переходником. Если верить экспертам, то полевые резисторы использовать разрешается. Однако важно отметить, что применять их без стабилитронов может быть опасно. Параметр перегрузки реле находится на уровне в 15-А.
Некоторые эксперты рекомендуют устанавливать только полупроводниковые регуляторы. Далее для сборки аппарата своими руками применяется триод. Устанавливать его надо за контактором. При этом важно не повредить обкладку расширителя. При запуске модификации проверяется рабочее напряжение, а также сопротивление на выходе. При этом контакты должны находиться в верхнем положении. Рабочее напряжение обязано составлять не менее 240 В. Допустимый параметр сопротивления на выходе считается нормальным в пределах 40-50 Ом.
Сварочные аппараты серии DR 105
Данной серии точечная сварка для аккумуляторов своими руками (фото показано ниже) собирается проблематично. В первую очередь важно отметить, что трансформатор волнового типа для модификации не подходит. Многие эксперты говорят о том, что целесообразнее подбирать именно понижающее аналоги. Проводимость элемента должна поддерживаться на уровне 4 Н.
Также стоит отметить, что расширители разрешается устанавливать с компараторами разных типов. Реле используется со стойкой и без нее. Показатель рабочего напряжения у модификации данного типа находится в районе 230 В. Держатели целесообразнее применять с двухсторонней ручкой.

Модификации серии AVR
Собирается точечная сварка для аккумуляторов своими руками AVR при помощи волнового трансформатора. Также для сборки устройства потребуется один переходник, который устанавливается под расширитель. Реле довольно часто применяется низкоомного типа. В первую очередь это позволяет решить проблему с перегревом модификации.
Входное сопротивление при этом сильно не повышается во время больших нагрузок. Следующим шагом при сборке аппарата ставится непосредственно трансивер. Контакторы целесообразнее припаивать возле конденсаторной коробки. Держатели стандартно устанавливаются в последнюю очередь. Тиристоры многие эксперты советуют устанавливать однопереходного типа. Изолятор применяется только с сеточной обмоткой.

30 лучших противовоспалительных продуктов Чтобы укрепить свое здоровье и улучшить фигуру, постарайтесь почаще употреблять эти полезные продукты.

11 странных признаков, указывающих, что вы хороши в постели Вам тоже хочется верить в то, что вы доставляете своему романтическому партнеру удовольствие в постели? По крайней мере, вы не хотите краснеть и извин.

Наши предки спали не так, как мы. Что мы делаем неправильно? В это трудно поверить, но ученые и многие историки склоняются к мнению, что современный человек спит совсем не так, как его древние предки. Изначально.

20 фото кошек, сделанных в правильный момент Кошки — удивительные создания, и об этом, пожалуй, знает каждый. А еще они невероятно фотогеничны и всегда умеют оказаться в правильное время в правил.

10 очаровательных звездных детей, которые сегодня выглядят совсем иначе Время летит, и однажды маленькие знаменитости становятся взрослыми личностями, которых уже не узнать. Миловидные мальчишки и девчонки превращаются в с.

Неожиданно: мужья хотят, чтобы их жены делали чаще эти 17 вещей Если вы хотите, чтобы ваши отношения стали счастливее, вам стоит почаще делать вещи из этого простого списка.
Смотреть что такое «точечная пайка» в других словарях:
точечная пайка — taškinis litavimas statusas T sritis radioelektronika atitikmenys: angl. pinpoint soldering; spot soldering vok. punktförmiges Löten, n; Punktlöten, n rus. точечная пайка, f pranc. soudage à point, m; soudure par points, f … Radioelektronikos terminų žodynas
точечная контактная сварка — Контактная сварка, при которой сварное соединение получается между торцами электродов, передающих усилие сжатия. [ГОСТ 2601 84] сварка контактная точечная Контактная сварка, при которой сварное соединение элементов получается между торцами… … Справочник технического переводчика
точечная дуговая сварка — Дуговая сварка без перемещения электрода в плоскости, перпендикулярной его оси, в виде отдельных точек. [ГОСТ 2601 84] Тематики сварка, резка, пайка EN arc spot welding DE Lichtbogenpunktschweißen FR soudage par points à l’arc … Справочник технического переводчика
точечная машина — Контактная машина для точечной контактной сварки. [ГОСТ 22990 78] Тематики сварка, резка, пайка … Справочник технического переводчика
педальная точечная (шовная) машина — Точечная (шовная) машина, в которой для сжатия деталей используется мускульная сила ног рабочего при нажатии на педаль. [ГОСТ 22990 78] Тематики сварка, резка, пайка … Справочник технического переводчика
Punktlöten — taškinis litavimas statusas T sritis radioelektronika atitikmenys: angl. pinpoint soldering; spot soldering vok. punktförmiges Löten, n; Punktlöten, n rus. точечная пайка, f pranc. soudage à point, m; soudure par points, f … Radioelektronikos terminų žodynas
pinpoint soldering — taškinis litavimas statusas T sritis radioelektronika atitikmenys: angl. pinpoint soldering; spot soldering vok. punktförmiges Löten, n; Punktlöten, n rus. точечная пайка, f pranc. soudage à point, m; soudure par points, f … Radioelektronikos terminų žodynas
punktförmiges Löten — taškinis litavimas statusas T sritis radioelektronika atitikmenys: angl. pinpoint soldering; spot soldering vok. punktförmiges Löten, n; Punktlöten, n rus. точечная пайка, f pranc. soudage à point, m; soudure par points, f … Radioelektronikos terminų žodynas
soudage à point — taškinis litavimas statusas T sritis radioelektronika atitikmenys: angl. pinpoint soldering; spot soldering vok. punktförmiges Löten, n; Punktlöten, n rus. точечная пайка, f pranc. soudage à point, m; soudure par points, f … Radioelektronikos terminų žodynas
soudure par points — taškinis litavimas statusas T sritis radioelektronika atitikmenys: angl. pinpoint soldering; spot soldering vok. punktförmiges Löten, n; Punktlöten, n rus. точечная пайка, f pranc. soudage à point, m; soudure par points, f … Radioelektronikos terminų žodynas
Вместо строчки только точки – мгновенное импульсное соединение.От начала бронзовых веков человечество неразрывно связано с металлом. На нем базируется наша промышленность, с его помощью мы строим дома, передвигаемся по земле, воде, воздуху. Даже засилье пластика, в последнее время все активнее продвигающегося на позиции лидера, не изменит нашей потребности в металле.

Контактное соединение батарей
Главной задачей во все времена было надежное соединение разрозненных элементов в единую металлическую конструкцию. Именно этот процесс превращает безликие детали в единое целое, которое будет нам долго и надежно служить. Изобретение всевозможных способов сварки стало логичным и предсказуемым шагом эволюции.
Для этого процесса могут использоваться самые различные приспособления, в зависимости от поставленных задач, и одним из них является аппарат контактной сварки, который в первоначальном виде был опробован еще в 1856 году в Англии.
Принцип действия контактной сварки
Аппарат для контактной сварки преобразует стандартное напряжение в импульс, обладающей энергией свыше тысячи Ампер. Под воздействием этой силы тока, направленной в одну точку, происходит мгновенный нагрев поверхности свариваемых элементов практически до температуры плавления. Вызываемое при этом сопротивление, присущее всем металлам, дополнительно способствует повышению температуры. В результате в месте стыковки и узконаправленного воздействия возникает ядро однородного вещества, которое, при прекращении обработки, быстро застывает, кристаллизуясь и соединяя детали.
Контактная сварка в промышленных масштабах относится к категории тепломеханического воздействия. Чтобы усилить процесс соединения заготовки подвергают физическому воздействию, их сдавливают. Сам контактный способ подразделяется на три вида:
Стыковая сварка. Шовная сварка. Точечная сварка.Ввиду сложности технологических процессов для бытового использования и выполнения контактной сварки своими руками подходит только точечная сварка. В разговорной речи эти понятия зачастую объединяют в одно, а сварочный аппарат для контактной сварки обозначают аббревиатурой – АКС.

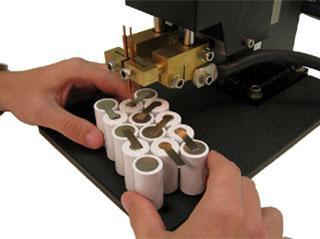
Завершающий этап соединения аккумуляторов
Одними из самых популярных АКС считаются устройства АКС 2м и АКС ТОР. Они отличаются конструкционно, но работают по одной технологии: соединение выполняется точечно, а их количество и расстояние между ними зависит от размеров и предназначения конструкции. Такой способ позволяет значительно экономить время и энергию и просто незаменим, когда свариваемые элементы миниатюрного размера, как выводы аккумуляторов, которые иначе не обработать, а вариант контактной сварки, произведенный своими руками, в считанные минуты выполнит необходимое соединение.
АКС 2м похож на обычный сварочный аппарат и представляет собой трансформатор с электродами и педалью. Он не предполагает в сварочном процессе одновременного силового воздействия на детали, а импульс управляется педалью.
АКС ТОР внешне совершенно не похож стандартный сварочный агрегат, и воздействие электродами при работе с ним дополняется давлением. Детали зажимаются между наконечниками во время сварки. При этом параметры и размерные пределы соединений у АКС 2м и у АКС ТОР примерно одинаковы. Эти агрегаты могут быть солидным подспорьем в быту: починка нержавеющей посуды, аккумуляторов, кузовные жестяные работы и многое другое. При полностью положительных данных у них весомый недостаток – стоимость. При этом, если ТОР еще можно купить, поднатужившись, да и то, сомнительно, 2м, вообще, не кусается, а загрызает.
Самодельная модель АКС
Когда чего-то очень хочется, значит, обязательно получится. Если вам очень бы пригодился контактный сварочный аппарат, но лишних средств нет, то можно попробовать смастерить своими руками малобюджетную модель АКС, которая хоть и будет уступать своим заводским аналогам, но вполне справится с соединением мелких деталей, чего будет вполне достаточно для домашнего использования. Необходимые детали стоит поискать в гараже, кладовке, по знакомым. Люди редко выкидывают бывшие дорогими вещи, жалко. Остальное можно купить.
Что нам потребуется
Трансформатор от старой микроволновой печи. Основной элемент всей конструкции. Оптимальный вариант – узел мощностью 1000 Вт. Получится, конечно, не АКС 2м, но его будет достаточно для сварки тонкого металла (до 0,5 мм.). Кусок сварочного кабеля для вторичной обмотки. Выключатель. Кусок плоской деревянной доски для основы (пятидесятка будет самое оно). Деревянные бруски для клещей – 2 (бруски + трансформатор = длина основания + несколько сантиметров на расстояния). Медные наконечники для электродов – 2 (подойдут винтовые наконечники от MIG сварки или жала от мощных паяльников). Медные наконечники для кабеля – 2 (удобнее покупные луженые под пайку). Уголки, оцинкованные – 2. Крепеж (шайбы, саморезы).
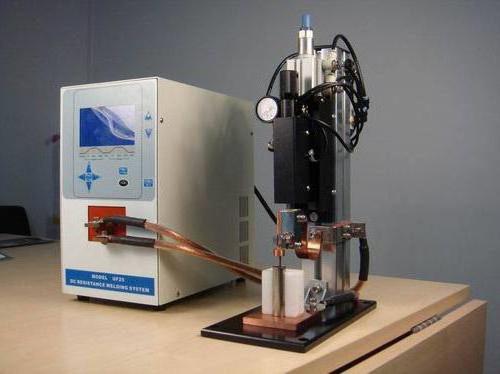
Внешний вид аппарата для соединения батареек
Поэтапный процесс сборки своими руками аппарата для контактной сварки потребует немного терпения и старания, но в результате у вас не будет негодных аккумуляторов.
Удаляем вторичную обмотку с добытого трансформатора. С этим хорошо справится болгарка и молоток. Спиливается верх обмотки, остальное постепенно выбивается и выламывается из трансформатора. Проще дополнительно поработать своими руками, чем склеивать распиленный сердечник. В освободившийся паз наматываем собственную вторичную обмотку из толстого сварочного кабеля. Для показателей в 5 В хватит четырех витков. Чем меньше будет длина кабеля, тем производительнее и надежнее будет аппарат. Обновленный трансформатор монтируем к основе на саморезы. Нижний брусок прикручиваем к основанию, чтобы между ним и трансформатором оставалось расстояние в пару сантиметров. К нему прикручиваем уголки с двух сторон. Чтобы проще было прикручивать вторую часть клещей, можно вставить между ними подобный брус. Это упростит манипуляции и позволит ровно соединить обе части. Верхний брусок будет одновременно выполнять роль рычага, для обеспечения необходимого сжатия поверхностей. Точно напротив закрепляем электроды. Зажимаем провода в наконечники. Если их дополнительно спаять, соединение будет надежнее и менее подвержено окислению. Соединяем провода с электродами. Их паять не стоит, в процессе работы они нуждаются в регулярном подпиливании своими руками, чтобы обеспечивать высокое качество соединения и быстро расходуются. Проблематично каждый раз при замене срывать пайку и делать новую. Достаточно прочно соединить элементы между собой. Выключатель располагают так, чтобы он находился недалеко от клещей и с левой стороны. Это объясняется технологией сварки: детали сначала зажимаются, а после щелкают тумблером буквально на секунду, за которую возникнет импульс и прибор нужно будет отключить. Тянуться левой свободной рукой к кнопке просто неудобно, а заранее включенный прибор просто сожжет поверхность, а не соединит. Встраивается выключатель в первичную обмотку.Получившийся аппарат не должен вызвать замыкания, но если ваша электросеть оборудована автоматами, хуже не будет. Техника безопасности в этом случае стандартная, ведь даже небольшой и не очень сильный сварочный агрегат, при небрежном отношении, может стать причиной больших неприятностей.
 Собери сам, аргонодуговой аппарат
Собери сам, аргонодуговой аппарат  Идеальный аппарат для сварки нержавейки
Идеальный аппарат для сварки нержавейки  Возможности сварки в кузовном ремонте
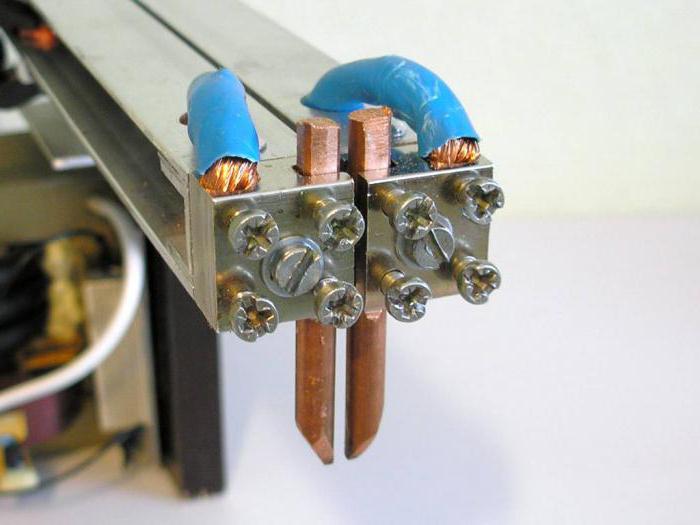
Возможности сварки в кузовном ремонте  Подробно о самостоятельной сборке клещей контактной сварки
Подробно о самостоятельной сборке клещей контактной сварки
Основным принципом контактной сварки является тепловое воздействие на соединяемые детали. Это активно используется при ремонте аккумуляторов. Аппараты для выполнения этой процедуры можно не только приобрести в готовом виде в магазине, но и сделать самостоятельно. Контактная сварка аккумуляторов своими руками уступает по многим параметрам заводской сборке, но для домашних работ это может оказаться вполне приемлемой. В основном такие аппараты применяются для соединения клемм на аккумуляторах. За последние годы контактная сварка для аккумуляторов только набирает свою популярность.

Контактная сварка аккумуляторов своими руками
Для домашних аппаратов, которые будут использоваться для закрепления небольших пластинок из металла не требуется слишком мощных характеристик. Продолжительность воздействия импульса не должна быть выше 450 миллисекунд. Параметры тока должны регулироваться в пределах 400-1200 А.
Преимущества самодельного аппарат для точечной сварки 
Точечная сварка для аккумуляторов своими руками обладает следующими преимуществами:
Относительна низкая себестоимость самого аппарата; Простота конструкции и доступность расходных материалов; Получение требуемых рабочих параметров; Малое количество потребляемой мощности; Возможность работы с тонким листовым металлом; Возможность регулировки параметров в заданном диапазоне.Недостатки
Также стоит выделить недостатки, которыми обладает аппарат для точечной сварки, сделанный самостоятельно:
Слабая защищенность корпуса от внешних воздействий; Нет возможности тонкой регулировки рабочих параметров; Конструкция оказывается не столь надежной, как ее заводские аналоги.Устройство
Контактная сварка для аккумуляторов имеет несколько основных частей, которые входят в ее общее устройство. В механической части присутствуют электроды, которые проводят электричество. Также тут присутствуют элементы для сжатия деталей во время сварки. В мощных заводских аппаратах здесь может применяться гидравлика, но в самодельных практически все механическое.
В электрической части основным устройством является сварочный трансформатор. Он соединяется с прерывателем первичной цепи, а также с элементами подачи электроэнергии на место сварки. В современных заводских моделях также присутствует сложная электроника, которая в самодельных аппаратах не применяется.
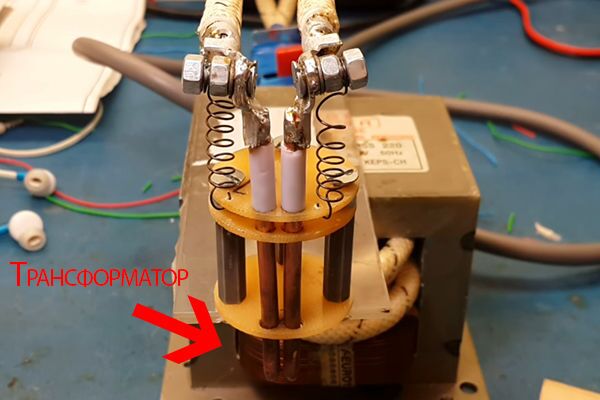
Трансформатор в конструкции
Принцип работы
Аппарат для точечной сварки своими руками обладает достаточно простым принципом действия, основанным на воздействии тепловой энергии. На электроды, которые впоследствии соприкасаются с металлическими деталями, подается электричество. В месте соединения образуется сварное ядро. Под механическим воздействием электроды сильно прижимаются к свариваемой детали. При воздействии электрического тока детали нагреваются и привариваются друг к другу.
Схема
Схема управления контактной сваркой для аккумуляторов:

Схема контактной сварки аккумуляторов своими руками
Существует множество схем аппарата. В данном случае в нее входят следующие компоненты:
С – емкость конденсатора составляет 1000 мкФ, а минимальное напряжение на нем 25 В; R – номинальное сопротивление на 100 Ом; F – плавкая вставка рассчитанная на 5 А; VD1 – тиристор марки КУ202; VD2-VD5 – диоды марки S4M или Д232А; VD6-VD9 – IN4007 или Д226Б.Процесс изготовления
Точечная сварка для литиевых аккумуляторов своими руками требует специального подхода и тщательности при изготовлении. Сам процесс состоит из следующих этапов:
Вторичную обмотку нужно удалить из взятого трансформатора. Это можно сделать при помощи обыкновенного молотка или болгарки. Верх обмотки можно спилить, а остальное попросту выбить или выломать из корпуса изделия. Склеивать распиленный сердечник намного сложнее, чем сначала поработать своими руками, чтобы все очистить.»
После очистки паз должен освободиться и в него наматывается вторичная обмотка, которую можно сделать из толстого сварочного кабеля. Четыре витка дают показатель в 5 В. Исходя из этого значения можно рассчитать требуемые условия. Чем более длинным окажется кабель, тем менее производительной оказывается конструкция. Также она теряет в своей надежности. Обновленная конструкция сварочного трансформатора должна быть смонтирована на основу при помощи саморезов. Нижний брусок прикручивается к основанию так, чтобы он находился на расстоянии от трансформатора на пару сантиметров. Уголки прикручиваются к нему с двух различных сторон. Подобный брус можно ставить еще во вторую часть клещей. Это облегчит процесс прикручивания. Благодаря этому манипуляции станут намного проще. В данном случае брус, который находится сверху, будет выполнять роль рычага. С его помощью можно обеспечить дополнительное сжатие свариваемых поверхностей. Друг напротив друга, к точности расположения нужно отнестись особенно ответственно, закрепляем электроды. Если спаять эти изделия между собой, то это окажется более надежно и ничего не будет подвергаться окислению. После этого электроды можно соединить с проводами. Спаивать дополнительно их не стоит, так как во время процесса работы их нужно будет подпиливать своими руками. Это необходимо для того, чтобы создать соединение максимально высокого качества. В свою очередь это приводит к быстрому расходу материалов, так что спаивание будет излишней мерой предосторожности. В ином случае нужно будет слишком часто срывать напаянные элементы и припаивать новые. Здесь вполне достаточно прочного соединения нескольких элементов между собой. Выключатель желательно ставить таким образом, чтобы он располагался недалеко от клещей. Традиционно это делается с левой стороны корпуса. Данный тип расположения объясняется технологией проведения сварки. Сначала детали зажимаются плотно между собой, после чего включается тумблер всего на одну секунду. В это время производится импульс, благодаря которому происходит спаивание. Дольше держать его включенным не стоит, так что прибор нужно будет впоследствии быстро отключить. Левой рукой дотягиваться до этой кнопки будет попросту неудобно, а если передержать аппарат включенным, то он может пережечь заготовку. Выключатель встраивается в первичную обмотку.Испытание устройства
Аппарат, которым производится конденсаторная точечная сварка для аккумуляторов своими руками, может быть не совсем качественно сделан и его функции могут не соответствовать заявленным требованиям. Во время сборки вы можете допустить ошибки, которых сразу не заметить. Поэтому, нужно обеспечить предварительную проверку, прежде чем запускать все в действие.
Для предварительной проверки нужно соблюдать правила безопасности, которые предписываются данному типу сварки. Для пробы нужно взять ненужные детали, порча которых не повлечет за собой особых утрат. Сварку желательно проводить на минимальной мощности, чтобы не пережечь. Если опыт прошел удачно, то его стоит повторить с максимальной мощностью.
Заключение
Данный тип аппаратов вполне возможно сделать дома. Но использовать в профессиональной сфере такую технику не рекомендуется.
Что такое точечная сварка, для чего она нужна?
Точечная сварка (пайка) в ювелирной отрасли, это достаточно новый вид услуг. Данный вид работ стал возможным благодаря новым технологиям и современному дорогостоящему оборудованию. Мы в своей работе используем немецкое оборудование фирмы LAMPERT, аппарат точечной сварки PUK3 professional plus (последнего поколения).
Есть несколько принципиально важных отличий данного вида работ от традиционной пайки. Одним из главных отличий является то, что во время точечной сварки не используется припой. Как правило, золотой припой, который используется во время традиционной пайки, отличается по своему цвету от цвета ремонтируемого изделия (как правило, используется припой желтого цвета). В результате чего после ремонта изделия, видно место ремонта. Особенно это заметно когда ремонтируют украшения из красного, белого золота и платины.
Во время точечной пайки (сварки) не используется припой. Происходит сваривание металла. После такого ремонта на месте ремонта не остаётся никаких следов. Металл имеет однородную структуру и одинаковый цвет. Место ремонта не заметно!Второе важное отличие заключается в том, что стало возможно ремонтировать изделия с камнями. Во многих случаях традиционной пайкой можно ремонтировать изделия с камнями, НО! далеко не во всех. Как правило, нельзя паять изделия с драгоценными и полудрагоценными камнями. Камни могут испортиться, поменять свой цвет, на них могут появиться трещины. Чтобы избежать этого приходится вынимать камни, что также не хорошо (камни могут сколоться, испортится изделие в том месте, где был закреплён камень).
Во время точечной сварки нет необходимости вынимать камни, так как в данном случае изделие (а значит и камни) не нагреваются. Более того, теперь с помощью этого оборудования стало возможным делать то, что раньше было сделать невозможно: стало возможным качественно наращивать крапона (лапки, которые держат камни). Это очень важно. Так как именно из-за тонких и слабых лапок чаще всего выпадают и теряются камни. Даже если вам и вставят камень вместо того который у вас выпал и при этом не нарастят лапки которые раньше держали камень, то в этом случае нет гарантии того, что вставленный камень не потеряется.Помимо вышеизложенного, с помощью точечной сварки теперь можно ремонтировать множество изделий с различными особенностями и нюансами. Такими как: кулоны и другие изделия с лазерной гравировкой (в случае традиционной пайки рисунок исчезает), изделия с различными покрытиями и позолотой (в случае традиционной пайки покрытие в месте ремонта выгорает, и изделие теряет всю свою красоту). Стало возможно ремонтировать некоторые изделия из бижутерии. К сожалению не всю, а некоторые изделия. Как правило, именно дорогую бижутерию, так как именно в данном случае при изготовлении такой бижутерии применяется качественный металл. Тот, который подлежит ремонту и сварке.
Другими словами, с помощью данного оборудования стало возможным ремонтировать любые изделия!
Copyright © 2000 — 2014. Ювелирные мастерские Алексея Шувалова. Все права защищены

