Интернет журныл о промышленности в Украине


Типы электродов для сварки: характеристики
Опубликовано: 06.09.2018
")
Чтобы достичь максимально качественных результатов, производя заваривание металлоконструкций чистых металлов или их высокопрочных сплавов, нужно грамотно подобрать расходные материалы. Чтобы сделать верный выбор и использовать в работе наиболее подходящие материалы, следует знать, какие типы электродов для сварки существуют, для каких работ предназначаются и чем отличаются изделия каждого типа.
ручная дуговая сварка. виды покрытий электродов
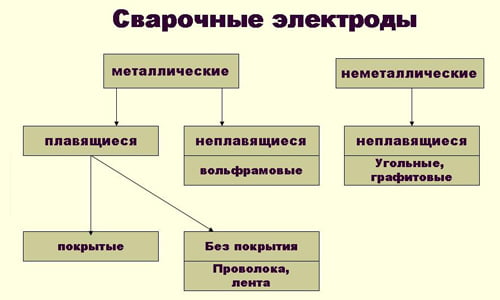
Классификация электродов для сварки.
Характеристики и область применения
В процессе электродуговой сварки металлоконструкций именно электрод играет роль первой скрипки. Данное изделие является подводом, по которому электрический ток и поступает к месту, где будет красоваться сварной шов. Современная классификация делит их на различные типы, каждый из которых имеет свое собственное назначение и область использования.
Как выбрать электрод для сварки. Инструкция для чайников
В любом случае изделия такого типа должны полностью соответствовать представленному списку обязательных характеристик:
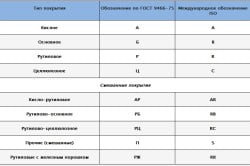
Таблица соответствия маркировок электродов по типу покрытия.
Создание качественного шва в условиях постоянных параметров подаваемой дуги горения. Металлическая масса, которой заполняется шов, должна обладать элементным составом, обеспечивающим долговечность и герметичность. Такие составные части, как стержень и напыление, должны плавиться с одинаковой скоростью и при равной температуре нагрева. Изделие должно обеспечивать высокую производительность сварных работ. В процессе сварки разбрызгивание металла должно быть минимальным. Шлак, образующийся на сварном соединении, должен легко удаляться. Сварочные электроды должны весь период хранения сохранять важные параметры, характеристики и физико-химические свойства.Помимо того, в процессе работы такие изделия должны обладать низким уровнем токсичности.
Что представляет собой электрод?
Для изготовления электродов для сварки различных типов применяются металлические стержни или сварная проволока, которые демонстрируют прекрасные показатели электропроводности. Именно такой параметр, как химический состав проволоки или стержня, и является показателем, определяющим основные качества изделия.
Существует классификация таких изделий в зависимости от их структуры:
Непокрытые — изделия, представляющие собой металлический стержень или проволоку, без какого-либо покрытия. Покрытые — данные сварочные электроды покрываются особой массой для повышения качества производства сварных работ.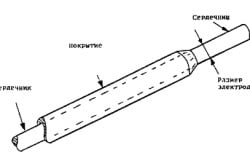
Схема покрытого электрода.
Покрытие, которое создается на поверхности стержня, может относиться к одному из следующих видов:
целлюлозное; рутиловое; основное; кислое; смешанное.Кроме того, существует классификация покрытия в зависимости от его целевого назначения. По данному признаку их можно разделить на следующие типы:
Защитное. Ионизирующее.Чтобы понять, в чем отличия этих наружных слоев изделия, следует ознакомиться с тем фактом, что изделия с ионизирующим наружным напылением создают шов, который по своим качествам во многом уступает швам, созданным электродами с защитным слоем.
Сварочные электроды с защитным слоем создают швы, без труда противостоящие процессам азотирования, ржавления и окисления.
Связь между наружным слоем изделия и его технологическими параметрами
Существует целый ряд параметров, зависящих от типа покрытия электродов для сварки. Это такие показатели, как:
возможность выполнять сварные работы из любой плоскости; эффективность этих самых работ; необходимые показатели электротока для производства сварки; вероятность образования пор на создаваемой металлом поверхности; подверженность возникновению трещин на создаваемом соединении; уровень концентрации молекул водорода в металле, которым заполняется шов.
Положения электрода при сварке.
Кислое напыление на поверхности металлического стержня — это наружный слой, состоящий из оксидов железа с марганцем и калием. Такие изделия прекрасно подойдут для соединения окисленных металлических конструкций или тех, которые покрылись окалиной. Шов в данном случае не будет наделяться порами. Сварной ток при работе с такими расходными материалами может быть любого типа. Единственный недостаток сварочных электродов с таким напылением состоит в том, что очень велика вероятность в данном случае возникновения на металле, наполняющем шов, горячих трещин.
Основное напыление — это слой, созданный из карбонатов и соединений фтора. Наплавляемый такими расходными материалами, он схож со спокойной сталью по химическому составу и иным характеристикам. Повышенный уровень таких характеристик, как ударная вязкость при любых температурах и пластичность металла, заполняющего шов, достигается благодаря тому, что шов заполняется массой с малой концентрацией вредных и неметаллических примесей и газов. Кроме того, такие швы эффективно противостоят возникновению горячих трещин.
Но следует отметить, что такие сварочные электроды обладают также и недостатками. Данные изделия могут наделяться высокой вероятностью порообразования соединения в случае, когда сварка ведется с удлинением дуги на мокрых металлоконструкциях. Работа при помощи электродов для сварки и основным напылением ведется постоянным током, причем их перед работой следует тщательно прокалить в условиях температурного режима 250-4200 градусов.
Рутиловые электроды — это расходные материалы, которые являются лучшими и обходят иные виды изделий по ряду характеристик. В процессе производства сварных работ током переменного типа такие расходники обеспечивают постоянное, ровное и мощное горение дуги с наименьшими показателями разбрызгивания. Таким образом получается качественное соединение металлоконструкций с легко удаляемой шлаковой коркой. Такие губительные для многих электродов условия, как сварка влажных, окисленных или ржавых кромок, а также изменение линии дуги, практически никак не влияют на качество шва, созданного металлическим стержнем с рутиловым покрытием.
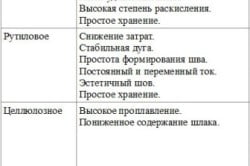
Преимущества различных покрытий электродов.
Пониженный уровень пластичности и ударной вязкости — это, пожалуй, единственные недостатки металла для заполнения швов, создаваемого электродом с таким напылением. Причиной возникновения таких недостатков является оксид кремния, который присутствует в химической формуле.
Целлюлозное напыление — это слой вещества, состав которого более чем наполовину состоит из органических компонентов. Наплавляемый такими расходными материалами металл по своим характеристикам схож с полуспокойной или со спокойной сталью.
Такими изделиями можно без труда сварить металлоконструкцию на весу, получив в итоге валик металла обратный и равномерный. Также данный тип изделия подходит для сваривания вертикальных соединений сверху вниз. Большим недостатком такого материала является высокая концентрация молекул в металле, заполняющем швы.
Смешанное покрытие является уникальным по своей химической формуле благодаря тому, что придает электродам все положительные качества того или иного типа покрытия. Изделия смешанного типа — это изделия с рутилово-целлюлозным, кисло-рутиловым, рутилово-основным и иными видами напыления.
Отличия плавящихся и неплавящихся электродов
Кроме напыления, важную роль в определении качественного уровня электродов играет и сам стержень, который может быть плавящимся или неплавящимся. Разницу изделий с разным типом стержня можно увидеть, детально рассмотрев таблицу:
| Плавящийся стержень | Неплавящийся стержень |
| Материал для изготовления — медь или стальВ процессе сварки выступает в качестве сварного материала для создания шва | Материал для изготовления — уголь или вольфрамВ процессе сварки играет роль проводника, подводящего ток к месту создания шва |
Следует отметить угольные неплавящиеся электроды, которые применяются для создания эстетически привлекательных швов или в процессе резки толстого слоя металла.